Ершова_Оперативно-производственное.indd
%PDF-1.3 % 1 0 obj >]/Pages 3 0 R/Type/Catalog/ViewerPreferences>>> endobj 2 0 obj >stream 2016-10-04T12:52:26+05:002016-10-04T12:52:35+05:002016-10-04T12:52:35+05:00Adobe InDesign CS6 (Windows)uuid:598ad187-e03c-4da9-ab91-254d8a1b4291xmp.did:A3EFBA1FB752E4118BF5AA137F15CC0Cxmp.id:1477880A078AE6118C5BB5941F911992proof:pdf1xmp.iid:1277880A078AE6118C5BB5941F911992xmp.did:A7EFBA1FB752E4118BF5AA137F15CC0Cxmp.did:A3EFBA1FB752E4118BF5AA137F15CC0Cdefault

Оперативно-производственное планирование — Энциклопедия по экономике
Чтобы обеспечить выполнение показателей техпромфинплана, предприятие должно оперативно влиять на работу служб и подразделений, организовать так называемое оперативное планирование. Оперативное планирование прежде всего направлено на организацию производственных процессов, поэтому его называют оперативно-производственным планированием.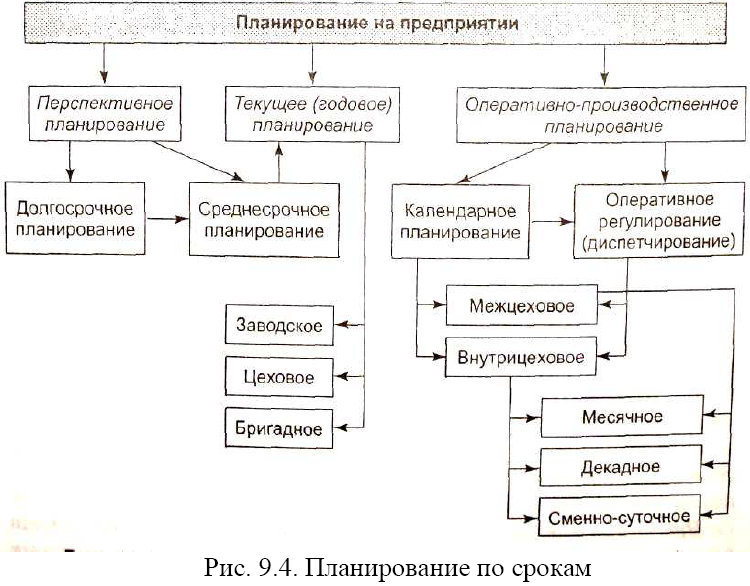
Оперативно-производственное планирование обеспечивает согласованную ритмичную работу всех объектов трубопроводного транспорта и системы нефтеснабжения (отдельных магистральных трубопроводов, районных управлений, перекачивающих и компрессорных станций, нефтебаз, наливных пунктов и их подразделений, подземных хранилищ газа и т. д.), своевременное снабжение их необходимыми материально-техническими ресурсами (энергией, топливом, материалами, запасными частями и др.). [c.147]
Организация всей работы по оперативному планированию возложена на плановые органы предприятия. Так, технико-экономическим планированием занимается планово-экономический отдел (ПЭО) оперативно-производственное планирование осуществляет производственно-диспетчерский отдел (ПДО).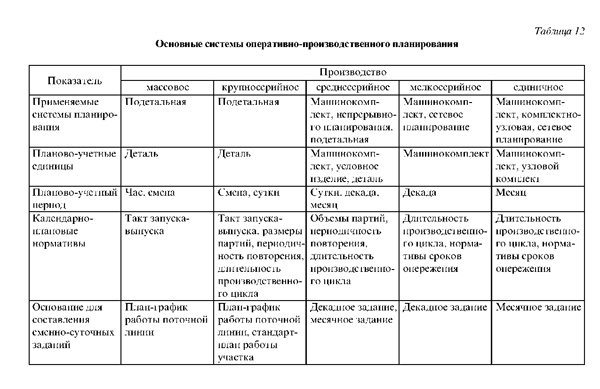
Важное значение в управлении предприятиями имеет также оперативное, или оперативно-производственное, планирование. [c.76]
Оперативно-производственное планирование (ОПП) представляет собой завершающий этап внутризаводского планирования. Оно заключается в составлении планов работы на короткие от- [c.76]
Объемные расчеты проводятся при технико-экономическом и оперативно-производственном планировании, а также при проектировании. [c.188]
Глава XI ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ [c.191]
XI. 1. ЗАДАЧИ И СОДЕРЖАНИЕ ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОГО ПЛАНИРОВАНИЯ [c.191]
Основная цель оперативно-производственного планирования заключается в обеспечении слаженной, четкой и сопряженной работы всех звеньев производственного процесса, необходимой для своевременного и качественного выполнения плановых заданий по выпуску продукции. Эта цель достигается путем согласования сроков выполнения отдельных производственных процессов, обеспечения ритмичного хода производства, бесперебойной работы всех подразделений, планомерной загрузки оборудования, сокращения производственных циклов и размеров незавершенного производства.
В системе оперативно-производственного планирования важную роль играют расчеты наиболее рациональной загрузки производственного оборудования и производственных площадей. Имеется в ниду не только сопоставление планируемого объема работ на квартал, месяц с производственной мощностью оборудования и размерами производственных площадей, но и оптимизация распределения годового задания по периодам года, а также оптимизация закрепления номенклатуры продукции за оборудованием. Эти расчеты выполняются по группам взаимозаменяемого оборудования. Очень часто на предприятиях решается только первая часть задачи — проверка соответствия оперативного задания мощности цеха. Другая, наиболее интересная задача — обоснование наилучшей загрузки оборудования — требует многовариантных расчетов, и ее без использования вычислительной техники трудно осуществить. Порядок экономико-математического моделирования задач подобного типа и методы решения их рассмотрены в гл. IX. [c.197]
Действенный внутрипроизводственный хозяйственный расчет трансфертного хозяйства обеспечивается устойчивой системой текущего и оперативно-производственного планирования, системой действенных хозрасчетных показателей, наличием необходимой нормативной базы, действенной системой учета, отчетности и анализа хозрасчетных показателей, четким порядком подведения итогов работы.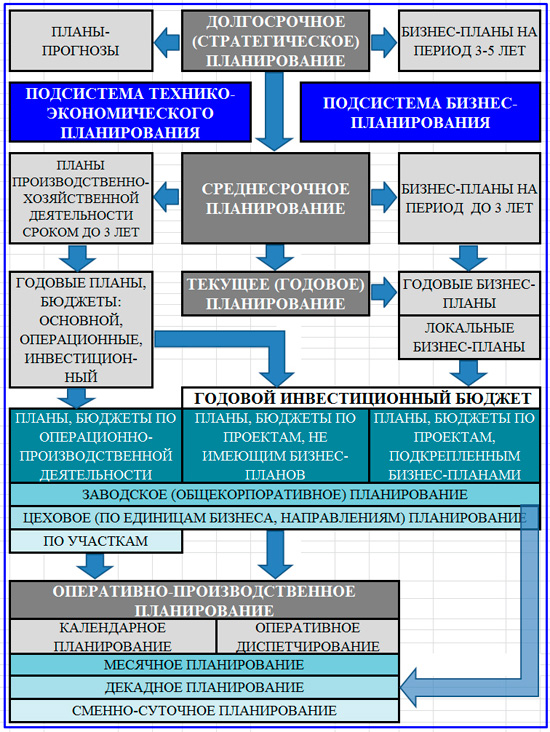 [c.331]
[c.331]
Система технико-экономического планирования па предприятии охватывает перспективное, текущее и оперативно-производственное планирование. Виды планов различаются как по периодам действия, так и по содержанию и методике разработки. [c.117]
Оперативно-производственное планирование — разработка заданий н методов их выполнения по отдельным подразделениям на короткие отрезки времени (декаду, сутки, смену) с целью обеспечения выполнения текущего плана и синхронности, ритмичности работы предприятия. Оно служит базой для оперативного регулирования и повседневного управления производством. При оперативно-производственном планировании детализируют в основном количественные показатели объем переработки сырья, выпуск продукции в натуральном и стоимостном выражении, объем работ вспомогательных цехов, затраты на производство. [c.119]
При оперативно-производственном планировании детализируют в основном количественные показатели объем перерабатываемого сырья и выпускаемой продукции в натуральном и стоимостном выражении, объем работ вспомогательных цехов, количество тех или иных компонентов в рецептуре смешения, затраты па производство. [c.119]
[c.119]
Ниже приведены примерные показатели оперативно-производственного планирования нефтеперерабатывающего завода [c.119]
Оперативные нормы служат основой для оперативно-производственного планирования работы предприятия, цехов и участков. Их устанавливают с учетом меняющихся условий производства в течение года, исходя из условий в каждый данный период времени. [c.132]
Организационная подготовка — это выбор и обоснование формы организации производства, способов оперативно-производственного планирования и диспетчеризации. Сюда же относится подготовка кадров. [c.75]
ЗАДАЧИ ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОГО ПЛАНИРОВАНИЯ [c.302]
Оперативно-производственное планирование выражается в том, что годовой план конкретизируется в квартальных планах, квартальный план — в месячных планах, месячный план конкретизируется в заданиях, устанавливаемых отдельным подразделениям предприятия на декаду, пятидневку, сутки, смену. Такая последовательность планирования позволяет своевременно учитывать изменение условий работы в течение года, выявлять внутрипроизводственные резервы и способствует слаженной работе всех звеньев предприятия.
Основная задача оперативно-производственного планирования — обеспечение ритмичной работы всех подразделений предприятия, ритмичного выпуска продукции в соответствии с заданной программой (по номенклатуре, объемам и срокам поставки), максимальной эффективности производства. [c.302]
Важнейшее условие эффективного функционирования оперативно-производственного планирования — наличие обоснованной нормативной базы (продолжительность производственных циклов размеры партий п периодичность их запуска размеры заделов трудовые нормы нормы расхода материалов нормы использования производственных мощностей). [c.302]
Разработка оперативных планов сочетается с организацией их выполнения. По характеру и содержанию задач, а также по организационным формам их осуществления оперативно-производственное планирование делится на календарное планирование и диспетчирование. [c.302]
В оперативно-производственном планировании широко применяют экономико-математические методы и ЭВМ.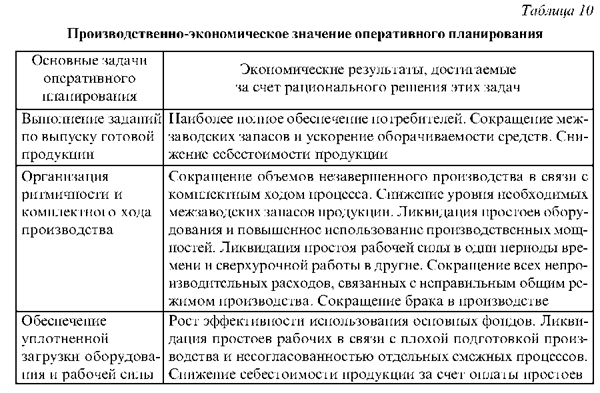 Использование ЭВМ в сочетании с терминальными устройствами позволяет создавать и эксплуатировать автоматизированные системы управления производством.
[c.303]
Использование ЭВМ в сочетании с терминальными устройствами позволяет создавать и эксплуатировать автоматизированные системы управления производством.
[c.303]
Сущность и организация оперативно-производственного планирования. [c.334]
Оперативно-производственное планирование имеет целью на основе плановых графиков установить последовательность работ по изготовлению продукции в заданном ассортименте и объеме, согласовать работу всех подразделений предприятия в процессе выполнения плана, обеспечить комплексное и ритмичное повседневное выполнение производственной программы. [c.206]
XIX. 1. Назначение и задачи оперативно-производственного планирования [c.339]
Оперативно-производственное планирование является конечным звеном внутризаводского планирования. Задача оперативно-производственного планирования заключается в разработке конкретных производственных заданий для предприятия в целом и его подразделений на короткие отрезки времени (месяц, декада, смена, час) и регулировании хода выполнения этих заданий на основе данных оперативного учета и контроля. [c.339]
[c.339]
Особенность оперативно-производственного планирования заключается в сочетании разработки плана с организацией его непосредственного выполнения. Для осуществления оперативно-производственного планирования необходимо иметь исходную нормативную информацию, относящуюся к затратам труда, сырья, материалов, использованию оборудования владеть методами их сочетания. Это является объектом организации производства. [c.340]
Все управление производством выполняется с учетом необходимости сохранения лимитов по затратам (по производствам, цехам, участкам). Успех оперативно-производственного планирования достигается хорошей организацией и четким взаимодействием всех подразделений производства, высоким уровнем внутризаводской [c.340]
При плохой организации производства оперативно-производственное планирование не может выполнить своей задачи. [c.341]
Оперативное планирование осуществляется планово-производственным отделом завода или главным диспетчером завода. В диспетчерском аппарате завода создается специальная группа оперативно-производственного планирования. Сменные диспетчеры группы заняты оперативным регулированием и руководствуются диспетчерскими плановыми графиками.
[c.341]
В диспетчерском аппарате завода создается специальная группа оперативно-производственного планирования. Сменные диспетчеры группы заняты оперативным регулированием и руководствуются диспетчерскими плановыми графиками.
[c.341]
Плановый отдел завода или группа оперативно-производственного планирования по согласованию с плановым отделом предприятия составляет месячный план, руководствуясь оперативными указаниями ВПО, ПО и дирекции завода. [c.341]
Группа оперативно-производственного планирования сообщает производственным подразделениям утвержденные директором предприятия задания на выпуск продукции, выдает задание техническому отделу, отделу снабжения, ОГМ, ОГЭ на подготовку производства по основным позициям по внедрению новых режимов или рецептур с указанием срока внедрения, по использованию заменителей материалов, по изменению норм выработки, по обеспечению производственным инвентарем, по срокам ремонта оборудования, ввода новых мощностей или транспортных средств — и сообщает лимиты по электро- и теплоэнергии и т.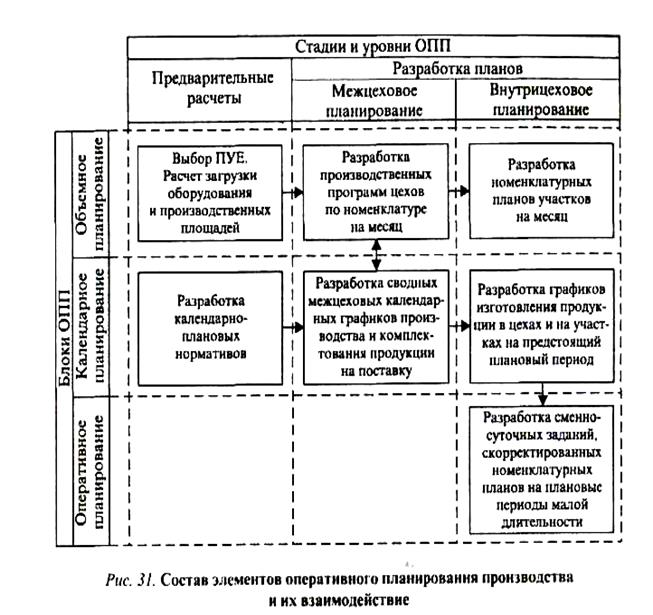 п.
[c.342]
п.
[c.342]
На основе полученных данных группа оперативно-производственного планирования разрабатывает график выпуска продукции по ассортименту, количеству и стоимостному выражению, который сообщается всем цехам и службам завода. [c.347]
Оперативно-производственное планирование [c.151]
Оперативно-производственное планирование на предприятиях, в организациях и объединениях транспорта и хранения нефти, нефтепродуктов и газа является непосредственным продолжением внутрипроизводственного технико-экономического планирования. Оно представляет собой повседневное плановое руководство основным и вспомогательным производством на основе конкретизации заданий техпромфинплана предприятия, объединения трубопроводного транспорта или нефтеснабсбы-товой организации по цехам, службам, участкам, бригадам и рабочим местам в месячном, недельном (декадном), суточном, сменном, а в отдельных случаях и часовом разрезе. Такая последовательность этапов планирования позволяет своевременно учитывать изменения условий работы магистральных трубопроводов и нефтебаз в течение года, всемерно выявлять производственные резервы. [c.147]
[c.147]
Оперативно-производственное планирование на трубопроводном транспорте и в нефтегазоснабжении включает [c.147]
Широкий профиль профессиональной деятельности характеризуется широким диапазоном функций, которые может выполнять инженер-экономист. Сюда следует отнести общее (линейное) руководство производством, технико-экономическое планирование и прогнозирование, оперативно-производственное планирование и диспетчировапие, техническое нормирование и организацию труда, материально-техническое снабжение и сбыт, экономический анализ, технико-экономическое проектирование (обоснования), копт-роль п учет (в виде элементов работ). [c.11]
В этой главе рассматриваются элементы и показатели, учиты ваемые и рассчитываемые в процессе оперативно-производственного планирования. При наличии на предприятии АСУП оперативное планирование включается в последнюю, о чем сказано в XXV. 2. АСУП основана на использовании экономико-математических методов и вычислительной техники (ЭВМ), позволяющих оптимизировать протекание процессов при наличных производственных ресурсах. [c.340]
[c.340]
В условиях научно-технического прогресса возникает необходимость неуклонного повышения эффективности использования оборотных средств. Выполнение этой задачи может быть осуще-ствленно за счет сокращения времени на этапе формирования производственных запасов, сокращения длительности производственных циклов, снижения времени документооборота на этапе реализации готовой продукции. Практически это можно осуществить путем совершенствования форм снабжения материалами и сбыта готовой продукции, повышения производительности труда, улучшения качества технико-экономического и оперативно-производственного планирования, внедрения средств комплексной механизации и автоматизации как непосредственно в производстве, так и в сфер управления. [c.61]
Оперативно-производственное планирование, которое «представляет собой продолжение технико-экономическогб, включает только количественные показатели производственной программы. — [c.144]
Оперативно-производственное планирование | Создание НПЗ
Сущность и задачи оперативно-производственного планирования
После утверждения годового плана особое значение приобретает оперативно-производственное планирование, являющееся органической частью и завершающим этапом внутрипроизводственного текущего планирования. Оно предусматривает окончательную детализацию государственного годового задания и доведение его до каждого цеха, участка, рабочего места в виде заданий на квартал, месяц, декаду, пятидневку, сутки и смену. Такая последовательность этапов планирования позволяет своевременно учитывать изменения условий работы в течение года, всемерно выявлять производственные резервы.
Оно предусматривает окончательную детализацию государственного годового задания и доведение его до каждого цеха, участка, рабочего места в виде заданий на квартал, месяц, декаду, пятидневку, сутки и смену. Такая последовательность этапов планирования позволяет своевременно учитывать изменения условий работы в течение года, всемерно выявлять производственные резервы.
Оперативно-производственное планирование на предприятии осуществляется с целью обеспечения равномерной работы и выпуска продукции при непрерывной и полной загрузке оборудования, рациональном использовании рабочего времени, сокращении длительности производственного цикла. Оно предусматривает:
а) установление календарных графиков производства и выпуска продукции по каждому цеху, участку, рабочему месту;
б) своевременное обеспечение каждого рабочего места материалами и др.;
в) оперативное регулирование хода выполнения производственной программы в каждом подразделении предприятия.
Оперативное планирование должно отвечать на вопрос: что и где, когда и в какие сроки должно быть пущено в производство или изготовлено, с тем чтобы обеспечить ритмичность выпуска продукции в заданные директивные сроки, выполнение текущего годового государственного плана.
Годовое задание распределяют по кварталам с целью достижения наилучших результатов при выполнении всех установленных техпромфинпланом количественных и качественных показателей.
Квартальный план может быть изменен при получении от вышестоящей организации дополнительных заданий, а также при взятии коллективом предприятия дополнительных социалистических обязательств, направленных на досрочное его выполнение.
Оперативное задание на месяц устанавливают на основе уточненного квартального плана. Оперативные задания цехам и участкам не повторяют механически годовую и квартальную производственную программу предприятия, их разрабатывают с учетом текущего хода производства, конкретных его условий и тех обязательств, которые принимает на себя коллектив работников предприятия. Следовательно, оперативные задания более напряженные, чем задания государственного плана.
Следовательно, оперативные задания более напряженные, чем задания государственного плана.
Декадные, пятидневные, суточные, сменные задания устанавливают с учетом выполнения месячного плана и доводят их не только до подразделений предприятия, но и до отдельных
исполнителей.
В оперативные планы включают следующие показатели, ориентирующие коллектив всех подразделений предприятия на успешное выполнение плана: объемы производства работ (продукции) или услуг, численность работников и фонд их заработной платы, нормативы по использованию материальных ресурсов (сырья, топлива и т. д.), издержки производства, зависящие от исполнителя.
Утвержденные квартальные и месячные планы доводят до подразделений предприятия не позже чем за 5 сут до начала очередного планируемого периода. Декадные, пятидневные, суточные и сменные задания сообщают исполнителям не позже чем за сутки до начала соответствующего периода.
Оперативное производственное задание доводится до подразделений предприятий и исполнителей в различных формах. Основная форма производственного задания на месяц-—это оперативный план-график, в котором объем производства продукции или выполнения работ указывается по конкретным датам. Дневное плановое задание имеет форму сдельных нарядов, маршрутных листов и т. д. При оперативном планировании первостепенное значение приобретают графики загрузки оборудования и рабочих мест.
Основная форма производственного задания на месяц-—это оперативный план-график, в котором объем производства продукции или выполнения работ указывается по конкретным датам. Дневное плановое задание имеет форму сдельных нарядов, маршрутных листов и т. д. При оперативном планировании первостепенное значение приобретают графики загрузки оборудования и рабочих мест.
Исходными данными для разработки оперативных планов служат техпромфинплан предприятия, технические нормы, режимы работы, данные о выделенных на планируемый период трудовых и материальных ресурсах.
Различают межцеховое и внутрицеховое оперативно-производственное планирование. Межцеховое планирование обеспечивает координацию деятельности и необходимые пропорции в производстве между цехами предприятия, особенно между основными и вспомогательными. Внутрицеховое планирование решает эти задачи применительно к участкам, бригадам и рабочим местам.
Оперативное планирование, осуществляемое плановым и производственным отделами предприятия, служит базой оперативного регулирования и систематического контроля за ходом производства. Выполнение производственной программы контролируется по оперативным графикам, позволяющим учитывать возникающие отклонения от задания. Применение графических методов позволяет обеспечить особую выразительность и наглядность отображения информации.
Выполнение производственной программы контролируется по оперативным графикам, позволяющим учитывать возникающие отклонения от задания. Применение графических методов позволяет обеспечить особую выразительность и наглядность отображения информации.
Оперативно производственное планирование на предприятиях автомобильного транспорта
Оперативно-производственное планирование (ОПП) представляет собой завершающий этап внутрипроизводственного планирования. Оно органически связано с технико-экономическим планированием, являясь его продолжением. Целью ОПП и управления на предприятиях автомобильного транспорта является обеспечение выполнения заданного плана перевозок по объему и номенклатуре и в установленные сроки на основе рационального использования производственных ресурсов.
Для реализации этой цели необходимо обеспечить выполнение следующих задач:
• полное и ритмичное выполнение плана перевозок;
• оптимальное использование всех производственных ресурсов предприятия;
• обеспечение условий, способствующих развитию передовых форм организации труда в производстве;
• автоматизацию выполнения основных планово-расчетных, учетных работ.
Все задачи оперативно-производственного планирования должны решаться в сжатые сроки и при
этом не требовать больших трудовых затрат. В процессе ОПП на предприятиях автомобильного транспорта осуществляется разработка сменно-суточных планов перевозочного процесса, календарно-плановых расчетов производственных процессов по ТО и ТР ПС, включая установление оперативных планов
цехам, участкам, зонам и рабочим местам. В ходе сменно-суточного планирования производятся оперативный учет хода производства, его контроль и регулирование (диспетчирование).
Основной задачей оперативно-производственного планирования перевозочного процесса является определение оптимального плана перевозок, т. е. такого плана, при котором определенное количество
грузов из пунктов отправления перевозят в пункты назначения с минимальными транспортными издержками, что может быть достигнуто прежде всего путем обеспечения наименьшего среднего расстояния перевозки грузов и наименьшего порожнего пробега автомобилей.
Основным элементом ОПП перевозочного процесса является сменно-суточный план перевозок. Исходными данными для его разработки на предприятиях грузового автотранспорта являются месячные и
декадные планы перевозок, плановые технико-эксплуатационные показатели работы ПС, дорожные условия, техническая готовность ПС.
Сменно-суточный план перевозок составляется в соответствии с конкретными заказами клиентов.
Предварительные заказы на перевозки принимаются для того, чтобы иметь возможность детально проверить условия предстоящих перевозок, а именно: состояние подъездных путей, готовность груза, наличие погрузочно-разгрузочных механизмов, рабочей силы и т. д.
По окончании приема заявок составляется сменно-суточный наряд-приказ, согласно которому производится сортировка заявок по сменам, по формам организации перевозок, производится выбор подвижного состава, разрабатываются маршруты перевозок грузов, распределяются автомобили по объектам
(определяется необходимая численность ПС), согласовывается работа автомобилей и погрузочноразгрузочных пунктов, рассчитываются сменно-суточные планы водителям по сменам.
Применение ЭММ и ЭВМ для разработки ОПП получило распространение при решении следующих задач:
• закреплении получателей груза за отправителями (потребителей за поставщиками) для сокращения транспортной работы в ТКМ;
• закреплении заказчиков автотранспорта за автотранспортными предприятиями (АТП) для сокращения нулевых пробегов;
• планировании рациональных маршрутов перевозок массовых грузов за счет увязки встречных
грузопотоков для сокращения порожних пробегов;
• планировании оптимальных сборно-развозочных маршрутов на перевозках мелкопартионных грузов для сокращения общего пробега;
• распределении ПС и ПР механизмов по маршрутам для сокращения времени ожидания и продолжительности простоя под погрузкой-разгрузкой;
• расчете сменно-суточного плана перевозок грузов по часовым графикам при строительстве методом «монтажа с колес» для сокращения общего побега;
• определении кратчайших расстояний и маршрутов движения для сокращения общего пробега.
Функции учета, анализа и регулирования реализации сменно-суточного плана перевозок возложены
на диспетчерскую службу АТП.
Оперативный учет представляет собой повседневный контроль за результатами производственнохозяйственной и финансовой деятельности предприятия. При оперативном учете контролируются все
конечные показатели работы АТП (доходы, прибыль, расходы), выполнение объемных и качественных
показателей плана перевозок.
Источниками первичной информации для оперативного учета являются путевой лист, товарно-транспортная накладная, табель учета явок на работу, лимитные и заборные карты или требования, заправочные ведомости. Полученная информация обрабатывается по статьям расходов применительно к калькуляции себестоимости перевозок, по результатам обработки товарно-транспортных накладных определяется доход предприятия.
При пассажирских перевозках ОПП заключается в разработке рационального плана удовлетворения
потребностей населения автобусными перевозками, составлении расписаний движения и графиков выпуска автомобилей на линию по дням недели, часам суток, временам года. Исходной информацией для оперативного планирования городских автобусных перевозок являются: данные пассажиропотоков на
Исходной информацией для оперативного планирования городских автобусных перевозок являются: данные пассажиропотоков на
маршрутах города, маршрутная система города и муниципальный заказ на качественные и количественные параметры работы городского пассажирского транспорта.
Итоговые показатели, полученные на основе изучения пассажиропотоков, используются при составлении плана движения, включающего в себя наряд ПС, расписание движения автобусных АТП. Наряд
для автобусных АТП определяет количество подвижного состава, назначаемого на линию, распределение по маршрутам, а также по периодам дня.
Маршрутное расписание содержит следующие данные о подвижном составе и работе бригад: время
выхода из парка, время прибытия и отправления от конечного и промежуточного пунктов на каждом
рейсе, время возврата в парк, время и продолжительность обеденного перерыва, продолжительность
работы ПС на линии и число рейсов, время и место смены водителей.
Для улучшения обслуживания населения пассажирским автотранспортом большое значение имеет широкое применение ЭВМ и ЭММ при организации перевозок. Они успешно используются при составлении расписаний движения автобусов по городским маршрутам, расчетах выбора оптимальной схемы
Они успешно используются при составлении расписаний движения автобусов по городским маршрутам, расчетах выбора оптимальной схемы
маршрутов в городе, закреплении маршрутов за пассажирскими АТП.
УДК 330.322.2
Р.Х. ТАХАВИЕВ, А.Ш. ШАВАЛИЕВ Камская государственная инженерно-экономическая академия (г. Набережные Челны, Россия)
Материал взят из книги Проблемы и перспективы развития автотранспортного комплекса (И.А. Якубович)
Основы оперативно-производственного планирования с использованием информационной системы 1С:ERP Управление предприятием
Описание
Авторы – Л.Г. Власова (методист фирмы «1С», ст. преподаватель кафедры «Экономика и организация производства» МГТУ им. Н.Э. Баумана), Д.И. Гончаров (экзаменатор фирмы «1С», преподаватель 1С-Учебного центра №3)
Учебно-методические материалы «Основы оперативно-производственного планирования с использованием типовой конфигурации информационной системы 1С:ERP Управление предприятием» направлены на закрепление знаний и практических навыков решения конкретных профессиональных задач с применением автоматизированных систем управления.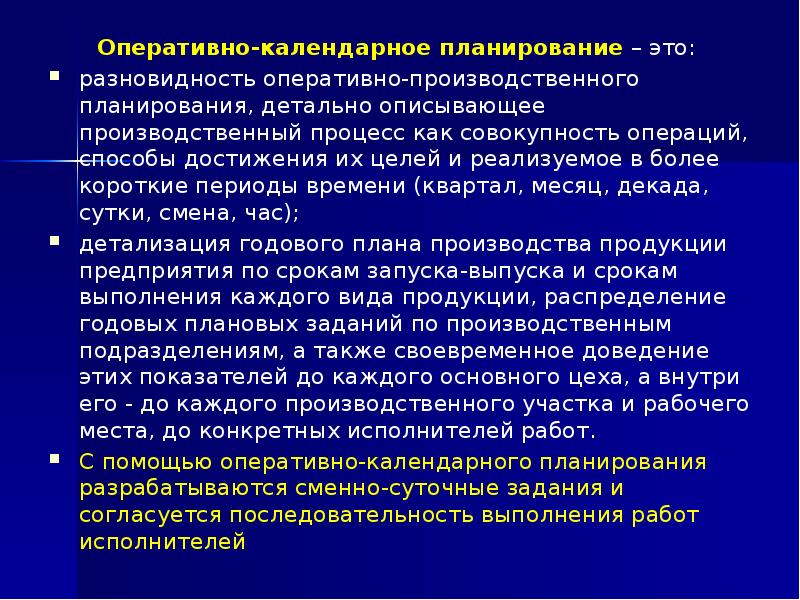
Системность учебно-методических материалов обеспечена за счет логической последовательности изложения и упорядоченности информации, необходимой для понимания предметной области планирования и организации производства и овладения навыками решения профессиональных задач с использованием «1С:ERP Управление предприятием».
Цель учебно-методических материалов — формирование целостной системы знаний о принципах, формах, средствах и методах оперативно-производственного планирования, а также – приобретение навыков решения производственных задач и работы в информационной системе «1С:ERP Управление предприятием».
Ожидается, что после изучения материалов этого пособия студенты смогут:
· формировать структуру производственных подразделений и производственных мощностей предприятия с учётом их специализации и задавать их модель в информационной системе;
· по заданной структуре и технологической схеме производимых изделий поэтапно формировать производственные процессы и строить графики производства;
· создавать заказы на производство единичных изделий и комплектов изделий для серийного производства, управлять исполнением производственных заказов;
· проводить технико-экономическое обоснование выбора оптимального по заданным критериям варианта организации производства;
· применять полученные знания и навыки для настройки информационной системы и решения с её использованием профессиональных задач.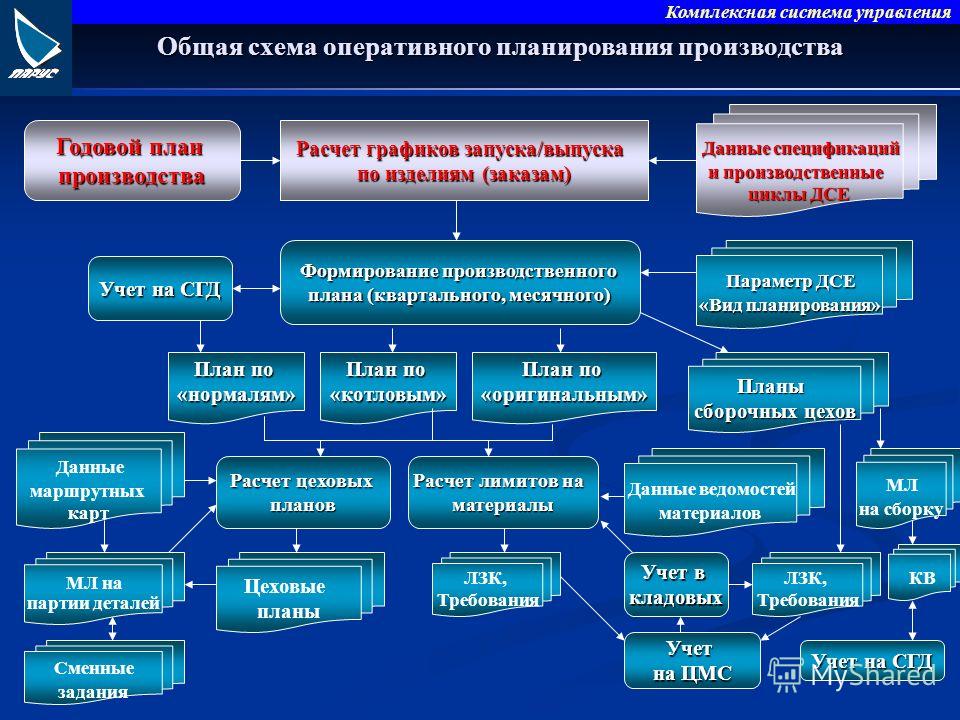
Материалы могут использоваться для повышения квалификации преподавателей вузов и обучения студентов по образовательным программам подготовки бакалавров и магистров по широкому спектру направлений подготовки высшего образования, входящих в укрупненные группы 09.00.00 Информатика и вычислительная техника, 15.00.00 Машиностроение, 27.00.00 Управление в технических системах, 38.00.00 Экономика и управление и др. Могут служить составной частью (модулем) дисциплины «Планирование и организация производства (производственный менеджмент»), а также представлять собой основу самостоятельной дисциплины «Оперативно-производственное планирование» или «Оперативно-производственное межцеховое планирование».
До изучения курса, изложенного в книге, необходимы знания основ типовых, наиболее общеупотребительных в вузах тем, присутствующих в рабочих программах таких дисциплин, как «Экономика предприятия», «Производственный менеджмент», «Управление предприятием», «Информационные системы в экономике и управлении», «Анализ финансово-хозяйственной деятельности», «Планирование и прогнозирование деятельности организаций», «Документоведение», «Информатика» и др.
Рецензенты: д.т.н., профессор, руководитель НУК «Информатика и системы управления», декан факультета ИУ МГТУ им. Н. Э. Баумана А. В. Пролетарский, д.т.н., профессор, зав. кафедрой «Экономика и организация производства» МГТУ им. Н. Э. Баумана С. Г. Фалько.
Оглавление
Предисловие
Введение
Глава 1 Понятие предприятия и его производственной структуры
1.1 Разнообразие и взаимосвязь процессов
1.2 Производственные структурные подразделения и их специализация
1.3 Практическое занятие. Структура предприятия. Специализация производственных подразделений
1.3.1 Типовая задача 1-1: условие и исходные данные для её решения
1.4 Практическое занятие. Формирование модели предприятия в «1С:ERP Управление предприятием»
1.4.1 Предприятие как система. Модель системы в «1С:ERP Управление предприятием»
1.4.
2 Алгоритм формирования модели предприятия в «1С:ERP Управление предприятием»
1.4.3 Производственная структура
1.4.4 Инфраструктурные подразделения. Склады
1.4.5 Производственные фонды и их структура
 2 Алгоритм формирования модели предприятия в «1С:ERP Управление предприятием»
2 Алгоритм формирования модели предприятия в «1С:ERP Управление предприятием»1.5 Контрольные вопросы и задания к Главе1
Глава 2 Основы планирования на предприятии
2.1 Содержание, цель и задачи планирования
2.2 Методология планирования
2.2.1 Требования, предъявляемые к планированию
2.2.2 Принципы планирования
2.2.3 Методы планирования
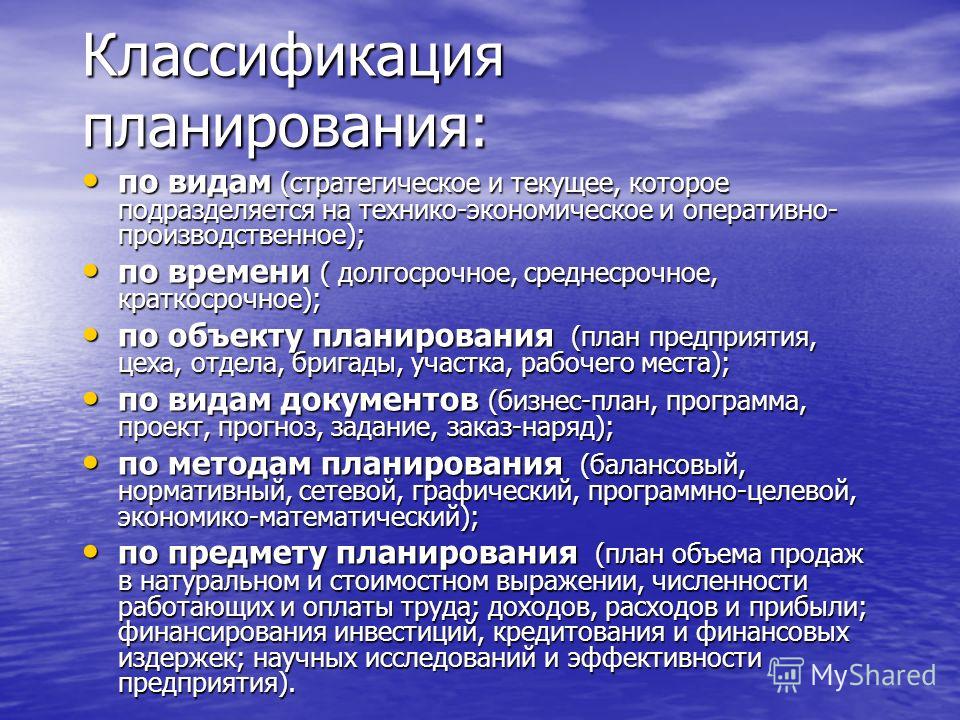
2.3 Классификация планов
2.4 Виды планов и последовательность их формирования
2.5 Планирование в прикладном решении «1С:ERP Управление предприятием»
2.6 Практическое занятие. Настройка Сценариев планирования в системе «1С:ERP Управление предприятием»
2.7 Практическое занятие. Настройка Видов планов. План реализации (продаж)
План реализации (продаж)
2.8 Практическое занятие. Настройка экземпляра документа План продаж
2.8 Контрольные вопросы и задания к Главе 2
Глава 3 Оперативно-производственное планирование
3.1 Содержание и задачи оперативно-производственного планирования
3.2 Уровни и функции оперативно-производственного планирования
3.3 Типы производства
3.4 Системы оперативно-календарного планирования
3.5 Основные расчёты оперативно-производственного планирования
3.5.1 Загрузка и пропускная способность оборудования
3.5.2 Длительность производственного цикла изготовления изделий (выполнения заказов)
3.5.3 Сроки опережения запуска-выпуска изделий по цехам-исполнителям
3.5.4 Цикловой график
3.6 Практическое занятие. Построение циклового графика производства на основе сетевого графика
3.
3.6.2 Формирование сетевой модели этапов производства Изделия А
3.6.3 Анализ сетевой модели производства Изделия А
3.6.4 Формирование циклового графика производства Изделия А и определение длительности производственного цикла Изделия А
 6.1 Типовая задача 3-1: условие и исходные данные для её решения
6.1 Типовая задача 3-1: условие и исходные данные для её решения3.7 Модель оперативно-производственного планирования в «1С: ERP Управление предприятием»
3.8 Ресурсная спецификация как основа производственного планирования в «1С:ERP Управление предприятием»
3.9 Практическое занятие. Формирование справочника Номенклатура в «1С:ERP Управление предприятием»
3.10. Практическое занятие. Создание Ресурсной спецификации для решения типовой задачи 3-1 (см. разд. 3.6.1)
3.10.1 Закладка Основное
3.10.2 Закладка Производственный процесс
3.10.3 Закладка Трудозатраты
3.
3.10.5 Статус ресурсной спецификации
3.10.6 Дерево спецификаций
 10.4 Закладка Материалы и работы
10.4 Закладка Материалы и работы3.11 Практическое занятие. Построение графика производства для типовой задачи 3-1 (см. разд. 3.6.1)
3.11.1 Документ Заказ на производство
3.11.2 Документ Этапы производства
3.11.3 Построение графика производства
3.12 Контрольные вопросы и задания к Главе 3
Глава 4 Оперативно-производственное планирование в единичном и мелкосерийном типах производства
4.1 Особенности единичного (мелкосерийного) производства
4.2 Практическое занятие. Планирование двух заказов на один период
4.2.1 Типовая задача 4-1: условие и исходные данные
4.2.1.1 Аналитическое решение
4.2.1.2 Решение задачи с помощью системы «1C:ERP Управление предприятием»
4.
 2.2 Альтернативное решение Типовой задачи 4-1
2.2 Альтернативное решение Типовой задачи 4-14.3 Контрольные вопросы и задания к Главе 4
Глава 5 Оперативно-производственное планирование в серийном типе производства
5.1 Особенности серийного производства
5.1.1 Расчёт размера партий
5.1.2 Периодичность запуска в производства
5.1.3 Длительность производственного цикла
5.1.4 Заделы и оценка размеров незавершённого производства
5.1.5 План-графики и Стандарт-планы
5.2 Модель оперативно-производственного планирования серийного типа производства в «1С:ERP Управление предприятием»
5.2.1 Размеры партий запуска в производство
5.3 Практическое занятие. Управление размером партий запуска в производство
5.3.1 Типовая задача 5-1: условие и исходные данные для её решения
5. 4 Планирование полуфабрикатов и формирование заделов
4 Планирование полуфабрикатов и формирование заделов
5.5 Контрольные вопросы и задания к Главе 5
Глава 6 Выбор варианта организации производства на основе плановой калькуляции
6.1 Понятие себестоимости производимой продукции
6.2 Практическое занятие. Оценка возможности производства на основе определения плановой себестоимости
6.2.1 Типовая задача 6-1: условие и исходные данные для её решения
6.2.2 Анализ полученных результатов
6.3 Практическое занятие. Плановая калькуляция в системе «1С:ERP Управление предприятием»
6.4 Контрольные вопросы и задания к Главе 6
Заключение
Литература
Нормативно-методические документы
Приложение. Определения используемых терминов
Совершенствование оперативно-производственного планирования на предприятиях машиностроения Текст научной статьи по специальности «Экономика и бизнес»
УДК 658. 5.012.7
5.012.7
Зотов Алексей Николаевич
Университет машиностроения Россия, Москва Старший преподаватель E-Mail: [email protected]
Секерин Владимир Дмитриевич
Финансово-технологическая академия
Россия, Королев Заведующий кафедрой, д.э.н., профессор E-Mail: [email protected]
Совершенствование оперативно-производственного планирования на предприятиях машиностроения
Аннотация: В статье рассмотрены направления совершенствования оперативнопроизводственного планирования на предприятиях машиностроительного комплекса. Особо отмечена значимость формирования системы контроллинга как инструмента оперативнопроизводственного планирования, повышающего эффективность и гибкость процесса планирования в условиях рыночной экономики. Анализ реализации оперативнопроизводственного планирования как функции управления на машиностроительном производстве показал, что структура задач данного планирования не претерпела каких-либо существенных изменений с развитием рыночных отношений. Основным направлением совершенствования оперативно-производственного планирования в течение долгого времени являлись разработка и практическая реализация экономико-математических моделей, а также автоматизация процессов планирования и аккумулирования необходимой для этого процесса информации. В настоящее время необходима переориентация системы планирования в целом на достижение общесистемных целей, поэтому критерии эффективности оперативных планов требуют пересмотра. Систематизированы причины внедрения контроллинга в современных организациях машиностроительного комплекса. Выявлены преимущества контроллинга. Разработаны основные этапы внедрения системы оперативного контроллинга на машиностроительном предприятии. Предложена схема концепции оперативного контроллинга предприятия машиностроительного комплекса.
Анализ реализации оперативнопроизводственного планирования как функции управления на машиностроительном производстве показал, что структура задач данного планирования не претерпела каких-либо существенных изменений с развитием рыночных отношений. Основным направлением совершенствования оперативно-производственного планирования в течение долгого времени являлись разработка и практическая реализация экономико-математических моделей, а также автоматизация процессов планирования и аккумулирования необходимой для этого процесса информации. В настоящее время необходима переориентация системы планирования в целом на достижение общесистемных целей, поэтому критерии эффективности оперативных планов требуют пересмотра. Систематизированы причины внедрения контроллинга в современных организациях машиностроительного комплекса. Выявлены преимущества контроллинга. Разработаны основные этапы внедрения системы оперативного контроллинга на машиностроительном предприятии. Предложена схема концепции оперативного контроллинга предприятия машиностроительного комплекса. Доказано, что перспективным направлением совершенствования оперативно-производственного планирования на машиностроительных предприятиях является формирование и внедрение системы оперативного контроллинга.
Доказано, что перспективным направлением совершенствования оперативно-производственного планирования на машиностроительных предприятиях является формирование и внедрение системы оперативного контроллинга.
Ключевые слова: Оперативно-производственное планирование; контроллинг;
концепция оперативного контроллинга; преимущества контроллинга; гибкость планирования; корректировка планов; эффективность оперативных планов.
Идентификационный номер статьи в журнале 10ЕРТА613
Alexey Zotov
Mechanical engineering university Russia, Moscow E-Mail: [email protected]
Vladimir Sekerin
Financial and technological academy Russia, Korolev E-Mail: bcintermarket@yandex. ru
ru
Day-to-day production planning improvement at the mechanical engineering enterprises
Abstract: In article the directions of improvement of day-to-day production planning at the machine-building enterprises are considered. The importance of formation of controlling system as instrument of the day-to-day production planning increasing efficiency and flexibility of planning process in the market economy is especially noted. The analysis of realization of day-to-day production planning as management functions on machine-building production showed that the structure of problems of this planning didn’t undergo any essential changes with development of the market relations. The main direction of improvement of day-to-day production planning for a long time were development and practical realization of economic-mathematical models, and also automation of processes of planning and accumulation of information necessary for this process.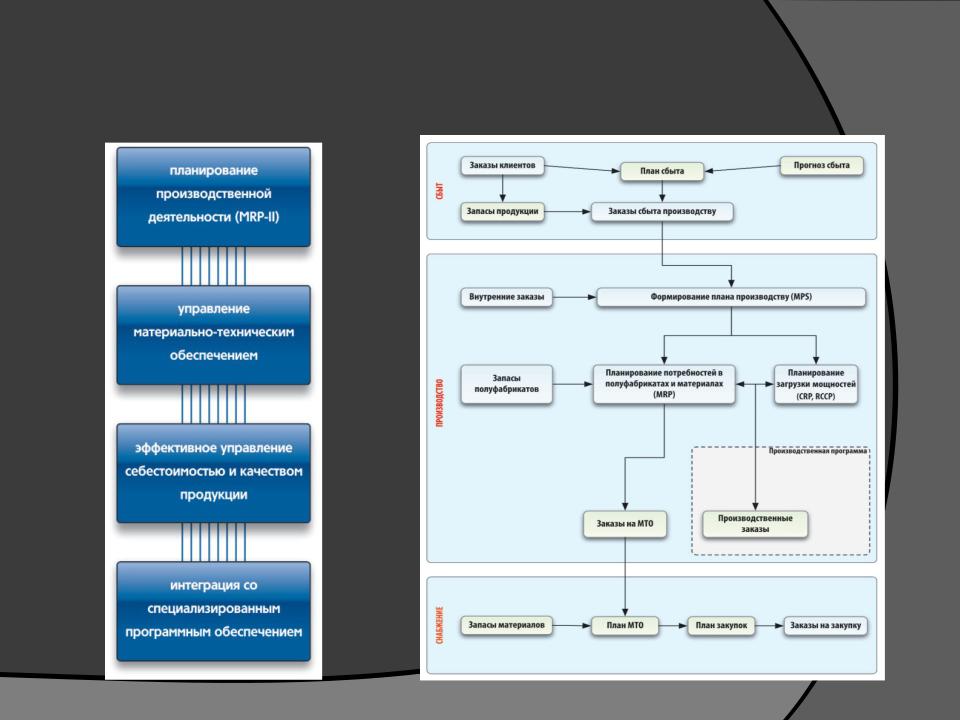 Now reorientation of system of planning as a whole on achievement of the all-system purposes therefore criteria of efficiency of operating plans demand revision is necessary. The reasons of introduction of controlling in the modern machine-building organizations are systematized. Advantages of controlling are revealed. The main stages of introduction of system of expeditious controlling at machine-building enterprise are developed. The scheme of the concept of expeditious controlling of the machine-building enterprise is offered. It is proved that the perspective direction of improvement of day-to-day production planning at machine-building enterprises is formation and introduction of system of expeditious controlling.
Now reorientation of system of planning as a whole on achievement of the all-system purposes therefore criteria of efficiency of operating plans demand revision is necessary. The reasons of introduction of controlling in the modern machine-building organizations are systematized. Advantages of controlling are revealed. The main stages of introduction of system of expeditious controlling at machine-building enterprise are developed. The scheme of the concept of expeditious controlling of the machine-building enterprise is offered. It is proved that the perspective direction of improvement of day-to-day production planning at machine-building enterprises is formation and introduction of system of expeditious controlling.
Keywords: Day-to-day production planning; controlling; concept of expeditious controlling; advantage of controlling; flexibility of planning; updating of plans; efficiency of operating plans.
Identification number of article 10EFTA613
Для большинства российских машиностроительных организаций в настоящее время в числе основных проблем остается совершенствование оперативно-производственного планирования. Необходимость работы с большим количеством различного рода информации в нестабильных рыночных условиях, а также целевая ориентация на достижение собственных показателей прибыли и рентабельности приводят к возрастанию неопределенности, сопровождающей процесс планирования на небольшом интервале времени [1, 2, 9]. К существующей параметрической неопределенности, возникающей из стохастичности машиностроительных процессов, и информационной неопределенности добавляется неопределенность цели, возникающая из-за различных критериев эффективности плановых решений на различных уровнях планирования, и различной информации, доступной управленческому персоналу.
Необходимость работы с большим количеством различного рода информации в нестабильных рыночных условиях, а также целевая ориентация на достижение собственных показателей прибыли и рентабельности приводят к возрастанию неопределенности, сопровождающей процесс планирования на небольшом интервале времени [1, 2, 9]. К существующей параметрической неопределенности, возникающей из стохастичности машиностроительных процессов, и информационной неопределенности добавляется неопределенность цели, возникающая из-за различных критериев эффективности плановых решений на различных уровнях планирования, и различной информации, доступной управленческому персоналу.
Анализ реализации оперативно-производственного планирования как функции управления на производстве показал, что структура задач данного планирования не претерпела каких-либо существенных изменений с развитием рыночных отношений.
Задачи системы оперативно-производственного планирования машиностроительного предприятия определяются как [3]:
• распределение производственной программы по календарным срокам (неделям, суткам, сменам),
• оперативная подготовка и обслуживание производства, обеспечивающие согласованную и ритмичную работу всех цехов,
• текущее регулирование производства, учет и контроль выполнения планов графиков.
Основным направлением совершенствования оперативно-производственного планирования в течение долгого времени является разработка и практическая реализация экономико-математических моделей, а также автоматизация процессов планирования и аккумулирования необходимой для данного процесса информации. В связи с этим существующие методы оперативно-производственного планирования традиционно базируются на применении имитационного моделирования. Работа ученых в данном направлении активно ведется с середины прошлого века. В последние годы возрос интерес к данному направлению совершенствования оперативно-производственного планирования, что связано с развитием информационных систем управления на предприятиях отрасли [5, 7]. Применение различного рода моделей в оперативно-производственном планировании представляет интерес с точки зрения инструментария снижения неопределенности и рисков при принятии решений, ориентированных на достижение общесистемных целей.
В настоящее время необходима переориентация системы планирования в целом на достижение общесистемных целей, поэтому критерии эффективности оперативных планов требуют пересмотра. Кроме того, неопределенность внешней среды предприятия также оказывает влияние на оперативно-производственное планирование, несмотря на то, что работа с этой группой рисков является, прежде всего, задачей стратегического планирования.
Уменьшение объема единичного заказа, как следствие, частые корректировки производственной программы, невозможность реализации беззаказной продукции и дефицит ресурсов являются значимыми факторами внешней среды, оказывающими непосредственное влияние на оперативно-производственное планирование. Учесть вышеперечисленные факторы в практике планирования возможно посредством снижения периода оперативнопроизводственного планирования до уровня рабочей смены, снижения уровня принятия управляющих решений до сменного диспетчера и изменения планово-учетной единицы планирования до уровня единичного заказа. Таким образом, необходим пересмотр структуры
Таким образом, необходим пересмотр структуры
уровня принятия решений, т.е. дальнейшее разукрупнение и упрощение процессов принятия решений в практике планирования.
Довольно часто встречается мнение, что частая (ежесуточная) корректировка планов производства и необходимость ежесуточной увязки работы агрегатов технологического комплекса по объемам и по времени является следствием низкой эффективности применяемых методик оперативно-производственного планирования. При этом утверждается, что методика оперативно-производственного планирования должна быть максимально устойчивой и обеспечивать потребность в перепланировании максимально 2-3 раза в месяц.
На сегодняшний день необходимость ежесуточных корректировок плановых заданий является научно-обоснованным следствием вероятностного характера протекания процессов производства на машиностроительном предприятии. Основными проблемами при осуществлении данных корректировок является следующее:
Основными проблемами при осуществлении данных корректировок является следующее:
• наличие оперативной (речь идет о суточном интервале), достоверной информации о состоянии производства и протекании производственного процесса, представленной в удобном виде для управленческого персонала;
• способность управленческого персонала осуществлять ежесуточные корректировки плановых заданий сообразно конечным целям деятельности предприятия в более долгосрочном периоде.
В результате проведенных исследований в области оперативно-производственного планирования на машиностроительном предприятии было установлено, что новыми проблемами в данном аспекте теории управления являются [6, 8]:
• целевая ориентация системы планирования в целом на достижение прибыли и необходимость приведения критериев эффективности оперативнопроизводственного планирования в соответствие с целями стратегического планирования;
• отсутствие инструментов принятия решений на уровне оперативнопроизводственного планирования в соответствии с общесистемными целями в условиях неопределенности факторов внешней и внутренней среды.
Современным способом решения этой проблемы является формирование и применение системы контроллинга как инструмента оперативно-производственного планирования экономического субъекта.
Необходимость внедрения в современных организациях контроллинга объясняется следующими причинами [4, 6, 10]:
• переносом акцента с контроля прошлого на анализ будущего;
• повышением гибкости организации, увеличением скорости реакции на изменения внешней среды;
• обязательность мониторинга изменений, происходящих во внешней и внутренней средах компании;
• обязательность продуманной системы действий по обеспечению выживаемости компании и избеганию кризисных ситуаций;
• усложнением систем управления организацией, требующего механизма координации внутри системы управления;
• информационный бум при недостатке релевантной информации, требующий построения специальной системы информационного обеспечения управления.
На необходимость развития контроллинга и его внедрение в организациях значительно повлиял мировой экономический кризис. Период депрессии привел к осознанию того, что
эффективность финансово-хозяйственной деятельности зависит в первую очередь от осуществления внутрифирменного планирования. В результате этого контроллинг стали воспринимать не как бухгалтерское видение, а как инструмент, ориентированный на будущие события.
Основу контроллинга как концепции системного управления компанией составляет стремление обеспечить эффективное функционирование организационной системы
(предприятия, торговые фирмы, банки и др.) в долгосрочной перспективе в результате:
• адаптации стратегических целей организации к изменяющимся условиям внешней среды;
• обеспечения соответствия оперативных планов стратегическим планам развития предприятия;
• координации и интеграции оперативных планов по различным бизнес-процессам;
• формирования и внедрения системы обеспечения руководства организации и сотрудников информацией для выработки оптимальных управленческих решений;
• внедрения системы контроля за исполнением планов, своевременной корректировки их содержания и сроков реализации;
• адаптации организационной структуры управления компании в целях повышения ее гибкости.
Основные преимущества контроллинга сводятся к следующему:
1. предоставлению необходимой информации руководству всех без исключения отделов предприятия (отчеты по расходованию проектов, заложенных в бюджете; расчеты по ценообразованию; анализы показателей эффективности; матрицы по выявлению рисков; план совершенствования бизнес-процессов) для принятия взвешенных решений не только на перспективу, но и по конкретным рыночным ситуациям;
2. своевременное выявление отклонений от установленных норм, стандартов, смет, предвидений;
3. определение финансовых результатов реализованной продукции;
4. с учетом факторов внутренней и внешней среды разработка конкретных рекомендаций руководству не только по обновлению торгового ассортимента, его оптимизации, но и сервисному обслуживанию клиентов, более интенсивной активизации маркетинговых коммуникаций — рекламы, связей с общественностью, интерактивного маркетинга, выставочного бизнеса.
Таким образом, для повышения эффективности и гибкости планирования на предприятиях машиностроения целесообразно сформировать систему контроллинга.
По содержанию, методам и технологиям в контроллинге можно выделить на две составляющие: оперативную и стратегическую, являющиеся инструментами
соответствующих видов планирования. В данной статье акцент сделан на перспективах формирования и внедрения в практику работы машиностроительных предприятий системы оперативного контроллинга.
На сегодняшний день оперативный контроллинг — это функционально обособленное направление экономической работы в организации, связанное с реализацией финансовоэкономической комментирующей функции в менеджменте для принятия оперативных и стратегических управленческих решений. Основной целью оперативного контроллинга
является направленность управленческого процесса на достижение целей, стоящих перед системой управления организаций.
Целью проекта внедрения системы оперативного контроллинга на машиностроительном предприятии является создание системы своевременного обеспечения менеджмента предприятия полной и достоверной информацией, необходимой для принятия оптимальных управленческих решений. Задачами проекта внедрения системы оперативного контроллинга на предприятии машиностроения являются:
• повышение эффективности управления предприятием;
• повышение управляемости бизнес-единиц и усиление деятельностью; контроля за их
• усиление контроля над активами предприятия и повышение использования; эффективности их
• сокращение времени на принятие управленческих решений.
Для успешного функционирования системы оперативного контроллинга на
машиностроительном предприятии необходимо реализовать несколько этапов (рис. 1):
1):
• разработка концепции и методологии оперативного контроллинга машиностроительного предприятия;
• внедрение новой организационной структуры машиностроительного предприятия;
• разработка и внедрение бюджетного управления деятельностью предприятия;
• организация системы управленческого учета;
• организация внутреннего аудита и контрольно-ревизионных проверок;
• информатизация оперативного контроллинга.
Этапы внедрения
І : : . .
1. Разработка концепции і——-;—— і
и методологии контрол- I_______________
линга на предприятии
2. Создание службы кон- _____________
Создание службы кон- _____________
троллинга
3. Организация системы
управленческого учета 1 і
4. Разработка и внедре- . | ———-
ние бюджетного управ- ! ! __________
ления деятельностью
5. Внедрение процедур контроля
6. Информатизация
контроллинга | ——
Рис. 1. Этапы внедрения системы оперативного контроллинга на машиностроительном предприятии
Концепция оперативного контроллинга является стержнем, на который нанизаны основные элементы организации и управления текущей деятельностью предприятия:
• все категории бизнес-процессов и их затраты;
• системы планирования и бюджетирования;
• система управленческого учета;
• информационные потоки, позволяющие оперативно фиксировать текущее состояние выполнения бюджетов;
• мониторинг и анализ результатов финансово-хозяйственной деятельности предприятия;
• выявление причин отклонений и формирование управляющих воздействий.
Схема концепции оперативного контроллинга машиностроительного предприятия представлена на рис. 2.
Таким образом, перспективным направлением совершенствования оперативнопроизводственного планирования на машиностроительных предприятиях является формирование и внедрение системы оперативного контроллинга. Оперативный контроллинг позволяет эффективно управлять текущей финансово-хозяйственной деятельностью организации, включающей постановку целей, текущий сбор и обработку информации для принятия управленческих решений, осуществление функций оперативного контроля отклонений фактических показателей деятельности предприятия от плановых, их оценку и анализ, а также выработку возможных вариантов управленческих решений, позволяющих в итоге оптимизировать затраты и финансовые результаты. Все это будет способствовать повышению, эффективности и гибкости планирования деятельности компании.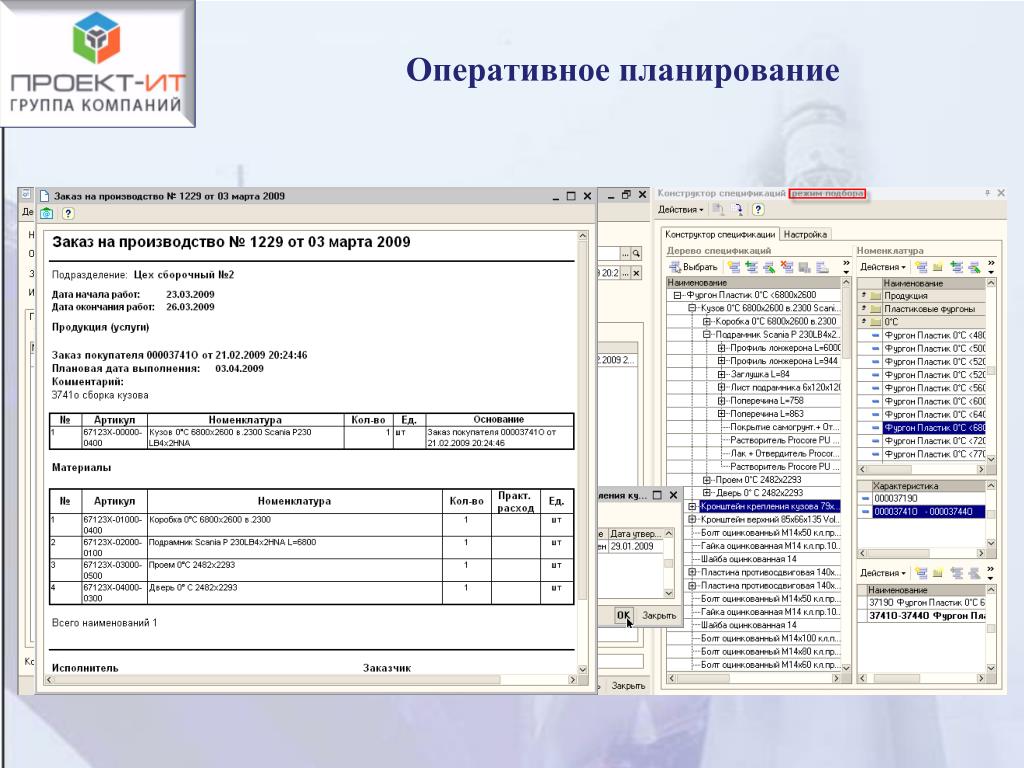
Компоненты
контроллинга
Планирование, мониторинг, анализ, управление, контроль
Определение
целей
Прогнозирование состояния, согласование целей менеджмента
Управление целями
Набор методов, подцержка принятия решения
Руководящая концепция опер ативного
Назначение
Ликвидация «узких» мест, ориентация на будущее, соответствие целям и задачам
Идеальная цель
Реальная цель
Стратегическое
планирование
«Узкие» места результатов деятельности
«Узкие» места экономического роста
Анализ отклонений
Своевременная корректировка
Оперативный менеджмент
Использование методов
Соответствие философии и культуре предприятия
Соответствие управленческим количественным показателям
Взаимосвязь контроллинга и маркетинга с оперативным планом мероприятий
Батане оперативных изменений в пределах временного горизонта
Сравнение оперативных плановых и фактических показателей
Реализация контроллером обратной связи
Реализация оперативного менеджмента
Достижение целей Прибыльность
Своевременная адаптация к изменениям вттетттттей греичт
И сп о льзов ани е оперативного Инновации
менеджмента и мотивации Опережающее пла- Планирование по циклам и
нирование нарастающим итогом
Рис. 2. Схема концепции оперативного контроллинга предприятия машиностроения
2. Схема концепции оперативного контроллинга предприятия машиностроения
ЛИТЕРАТУРА
1. Горохова А.Е., Нижегородцев Р.М., Секерин В.Д. Предпринимательство как фактор инновационного развития российской экономики [Текст] / А.Е. Горохова, Р.М. Нижегородцев, В.Д. Секерин // Вестник экономической интеграции. — 2011. №8. — С. 44 — 48.
2. Нижегородцев Р.М., Секерин В.Д., Горохова А.Е. Адаптация метода программно-целевого планирования экономики к современным российским условиям [Текст] / Р.М. Нижегородцев, В.Д. Секерин, А.Е. Горохова // Вестник Южно-Российского государственного технического университета (Новочеркасского политехнического института). Серия социальноэкономические науки. — 2012. №2. — С. 13 — 18.
3. Савчук В.П. Финансовый анализ деятельности предприятия (международные подходы). www.cfin.ru
www.cfin.ru
4. Секерин В.Д. Инновационный маркетинг: Учебник. [Текст] / В.Д. Секерин — М.: ИНФРА-М, 2012. — 238 с.
5. Секерин В.Д. Логистика: Учебное пособие. [Текст] / В.Д. Секерин — М.: КНОРУС, 2011. — 240 с.
6. Секерин В.Д., Петров С.Б. Современные подходы к контроллингу [Текст] / В.Д. Секерин, С.Б. Петров // Маркетинг. — 2009. № 5. — С. 24 — 32
7. Петров С.Б., Секерин В.Д. Совершенствование управление дистрибьюторской сетью автопрома на основе контроллинга [Текст] / С.Б. Петров, В.Д. Секерин // Вестник Российского нового университета. — 2010. №2. — С. 122 — 127
8. Синяева И.М. Контроллинг в маркетинге как элемент формулы успеха предпринимательства http://studyspace.ru/marketing-2008-g.
9. Albrecht Deyhle, Beat Steigmeier und Autorenteam. Controller und Controlling. — Bern, Stuttgart, Wien: Haupt, 1993. (c) 1993 by Paul Haupt Berne.
Albrecht Deyhle, Beat Steigmeier und Autorenteam. Controller und Controlling. — Bern, Stuttgart, Wien: Haupt, 1993. (c) 1993 by Paul Haupt Berne.
10. Schuemann, Jon. Why isn’t the Controller Having More Impact?, Strategic Finance, Aril, 1999, pg. 32
Рецензент: Грибов Владимир Дмитриевич, проф. кафедры «Экономика и управление» Санкт-Петербургского института внешнеэкономических связей, экономики и права, филиал в г. Москве, д.э.н., проф., E-Mail: [email protected]
REFERENCES
1. Gorokhova A.E., Nizhegorodcev R.M., Sekerin V.D. Predprinimatel’stvo kak faktor innovacionnogo razvitija rossijskoj jekonomiki [Tekst] / A.E. Gorokhova, R.M. Nizhegorodcev, V.D. Sekerin // Vestnik jekonomicheskoj integracii. — 2011. №8. — S. 44 — 48.
2. Nizhegorodcev R.M., Sekerin V.D., Gorokhova A.E. Adaptacija metoda programmno-celevogo planirovanija jekonomiki k sovremennym rossijskim uslovijam [Tekst] / R.M. Nizhegorodcev, V.D. Sekerin, A.E. Gorokhova // Vestnik Juzhno-Rossijskogo gosudarstvennogo tehnicheskogo universiteta (Novocherkasskogo politehnicheskogo instituta). Serija social’no-jekonomicheskie nauki. — 2012. №2. — S. 13 — 18.
Nizhegorodcev R.M., Sekerin V.D., Gorokhova A.E. Adaptacija metoda programmno-celevogo planirovanija jekonomiki k sovremennym rossijskim uslovijam [Tekst] / R.M. Nizhegorodcev, V.D. Sekerin, A.E. Gorokhova // Vestnik Juzhno-Rossijskogo gosudarstvennogo tehnicheskogo universiteta (Novocherkasskogo politehnicheskogo instituta). Serija social’no-jekonomicheskie nauki. — 2012. №2. — S. 13 — 18.
3. Savchuk V.P. Finansovyj analiz dejatel’nosti predprijatija (mezhdunarodnye podhody). www.cfin.ru
4. Sekerin V.D. Innovacionnyj marketing: Uchebnik. [Tekst] / V.D. Sekerin — M.: INFRA-M, 2012. — 238 s.
5. Sekerin V.D. Logistika: Uchebnoe posobie. [Tekst] / V.D. Sekerin — M.: KNORUS, 2011. — 240 s.
6. Sekerin V.D., Petrov S.B. Sovremennye podhody k kontrollingu [Tekst] / V.D. Sekerin, S. B. Petrov // Marketing. — 2009. № 5. — S. 24 — 32
B. Petrov // Marketing. — 2009. № 5. — S. 24 — 32
7. Petrov S.B., Sekerin V.D. Sovershenstvovanie upravlenie distrib’jutorskoj set’ju avtoproma na osnove kontrollinga [Tekst] / S.B. Petrov, V.D. Sekerin // Vestnik Rossijskogo novogo universiteta. — 2010. №2. — S. 122 — 127
8. Sinjaeva I.M. Kontrolling v marketinge kak jelement formuly uspeha predprinimatel’stva http://studyspace.ru/marketing-2008-g.
9. Albrecht Deyhle, Beat Steigmeier und Autorenteam. Controller und Controlling. — Bern, Stuttgart, Wien: Haupt, 1993. (c) 1993 by Paul Haupt Berne.
10. Schuemann, Jon. Why isn’t the Controller Having More Impact?, Strategic Finance, Aril, 1999, pg. 32
Оперативное планирование на предприятии — Сайт о кадрах и управлении
Оперативное планирование представляет собой такой вид планирования, который предполагает формирование планов на непродолжительные периоды времени. Эти планы представляют запланированные ранее работы в предельно детальном виде. Основной целью оперативного планирования на предприятии является организация равномерного изготовления товаров, которые соответствуют конкретным критериям качества, в установленных объемах.
Эти планы представляют запланированные ранее работы в предельно детальном виде. Основной целью оперативного планирования на предприятии является организация равномерного изготовления товаров, которые соответствуют конкретным критериям качества, в установленных объемах.
Содержание статьи:
Оперативное финансовое планирование на предприятии
Оперативное финансовое планирование подразумевает:
- Формирование платежного календаря;
- Формирование кассового плана;
- Определение необходимости в кратковременном кредите.
При формировании платежного календаря решаются такие задачи, как:
- Повседневный учет изменений в информативной базе;
- Расчет временно свободных денег;
- Формирование информативной базы о денежных поступлениях и выплатах.
Полезно: См. отдельную статью о налоговом планировании и планировании доходов/расходов предприятия
Кассовый план представляет собой план оборота наличности через кассу фирмы. Он гарантирует своевременное получение наличности в кредитной организации, а также контроль за их использованием и поступлением.
Он гарантирует своевременное получение наличности в кредитной организации, а также контроль за их использованием и поступлением.
Расчет необходимости в кратковременном кредите предполагает расчет размера кредита, а также суммы (с учетом процентов), которую нужно будет вернуть кредитной организации.
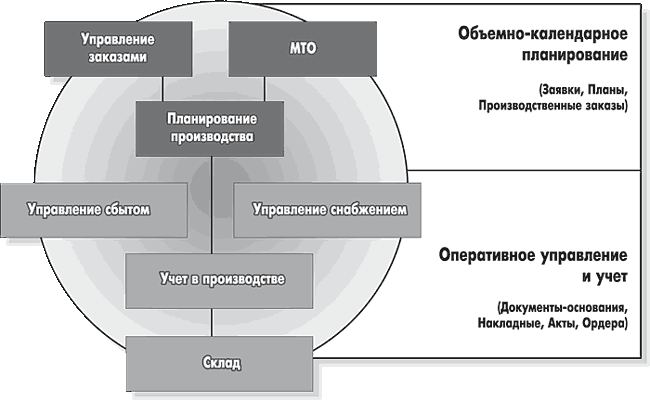
Оперативно-производственное планирование на предприятии
Оперативное производственное планирование происходит в несколько этапов:
- Объемное планирование. Подразумевает распределение годового плана производства по месяцам для каждого цеха в отдельности.
- Осуществление оперативного производственного планирования, конкретизация и разделение изготовления товаров по срокам, уточнение созданных на предыдущем этапе плановых задач для каждого цеха.
- Окончательное уточнение производственных заданий и организация их исполнения.
Оперативно-календарное планирование на предприятии
Оперативно-календарное планирование проводится для установления последовательности принятия решений управленческого характера в рамках регулирования деятельности фирмы в кротчайшие сроки.
При таком планировании осуществляется формирование налоговых календарей, календарей платежей и списков предоставляемых услуг.
Управление производством и операциями — Обзор — Введение в бизнес
- Почему управление производством и операциями важно как для производственных, так и для обслуживающих компаний?
Производство, создание продуктов и услуг — важная функция каждой фирмы. Производство превращает вводимые ресурсы, такие как природные ресурсы, сырье, человеческие ресурсы и капитал, в продукты и услуги. Этот процесс показан в (рисунок) .Управление этим процессом преобразования — это роль управления операциями.
Имея новые запасы нефти, которые теперь доступны через «гидроразрыв», Соединенные Штаты бросают вызов Саудовской Аравии и собираются стать крупным поставщиком нефти во всем мире. Однако, в отличие от гладкой нефти, которая бьет из арабских скважин, черное золото Америки в Марселлусе, Баккене и других сланцевых регионах необходимо бурить горизонтально с помощью новых технологий. Процесс очень строгий: нефтегазовые компании буриют землю, чтобы добыть сырую нефть и природный газ из сланцевой породы, которая находится на глубине тысячи футов под землей.Как только пласт достигнут, в скважину под высоким давлением закачиваются галлоны воды, песка и обширный список искусственных химикатов. Эта комбинация, вставленная в скважину, приведет к разрыву породы и выделению сырой нефти и природного газа. Подсчитано, что газ в этих горных породах может поставлять в Соединенные Штаты для будущих поколений по мере развития технологий бурения скважин под поверхностью земли. Каковы основные исходные данные в процессе гидроразрыва пласта? (Источник: Марк Диксон / Flickr / Attribution 2.0 Общий (CC BY 2.0))
Процесс очень строгий: нефтегазовые компании буриют землю, чтобы добыть сырую нефть и природный газ из сланцевой породы, которая находится на глубине тысячи футов под землей.Как только пласт достигнут, в скважину под высоким давлением закачиваются галлоны воды, песка и обширный список искусственных химикатов. Эта комбинация, вставленная в скважину, приведет к разрыву породы и выделению сырой нефти и природного газа. Подсчитано, что газ в этих горных породах может поставлять в Соединенные Штаты для будущих поколений по мере развития технологий бурения скважин под поверхностью земли. Каковы основные исходные данные в процессе гидроразрыва пласта? (Источник: Марк Диксон / Flickr / Attribution 2.0 Общий (CC BY 2.0))
Удовлетворение потребностей клиентов — важная часть эффективного производства и операций. В прошлом производственная функция в большинстве компаний была сосредоточена внутри компании. Производство мало контактировало с клиентами и не всегда понимало их потребности и желания. В 1980-х годах многие отрасли промышленности США, такие как автомобилестроение, сталь и электроника, потеряли клиентов из-за иностранных конкурентов, потому что их производственные системы не могли обеспечить требуемое качество клиентов.В результате сегодня большинство американских компаний, как крупных, так и малых, рассматривают качество как центральный компонент эффективного управления операциями.
В 1980-х годах многие отрасли промышленности США, такие как автомобилестроение, сталь и электроника, потеряли клиентов из-за иностранных конкурентов, потому что их производственные системы не могли обеспечить требуемое качество клиентов.В результате сегодня большинство американских компаний, как крупных, так и малых, рассматривают качество как центральный компонент эффективного управления операциями.
Процесс производства продуктов и услуг
(авторство: Copyright Rice University, OpenStax, под лицензией CC BY 4.0.)
Более тесные связи между маркетингом и производством также побуждают руководителей производства быть более сосредоточенными на внешнем мире и рассматривать решения в свете их влияния на удовлетворенность клиентов.Сервисные компании считают, что принятие операционных решений с учетом удовлетворенности клиентов может быть конкурентным преимуществом.
Операционные менеджеры, люди, отвечающие за управление и надзор за процессом преобразования, играют жизненно важную роль в сегодняшней компании. Они контролируют около трех четвертей активов фирмы, включая запасы, заработную плату и льготы. Они также работают в тесном сотрудничестве с другими основными подразделениями фирмы, такими как маркетинг, финансы, бухгалтерский учет и человеческие ресурсы, чтобы гарантировать, что фирма производит свои товары с прибылью и удовлетворяет потребности своих клиентов.Персонал по маркетингу помогает им решить, какие продукты производить или какие услуги предлагать. Бухгалтерский учет и человеческие ресурсы помогают им решать задачу объединения людей и ресурсов для производства высококачественных товаров в срок и по разумной цене. Они участвуют в разработке и дизайне товаров и определяют, какие производственные процессы будут наиболее эффективными.
Они контролируют около трех четвертей активов фирмы, включая запасы, заработную плату и льготы. Они также работают в тесном сотрудничестве с другими основными подразделениями фирмы, такими как маркетинг, финансы, бухгалтерский учет и человеческие ресурсы, чтобы гарантировать, что фирма производит свои товары с прибылью и удовлетворяет потребности своих клиентов.Персонал по маркетингу помогает им решить, какие продукты производить или какие услуги предлагать. Бухгалтерский учет и человеческие ресурсы помогают им решать задачу объединения людей и ресурсов для производства высококачественных товаров в срок и по разумной цене. Они участвуют в разработке и дизайне товаров и определяют, какие производственные процессы будут наиболее эффективными.
Управление производством и операциями включает три основных типа решений, обычно принимаемых на трех разных этапах:
- Планирование производства. Первые решения, которые принимают операционные менеджеры, принимаются на этапе планирования . На этом этапе менеджеры решают, где, когда и как будет происходить производство. Они определяют местонахождение сайтов и получают необходимые ресурсы.
- Производственный контроль. На этом этапе процесс принятия решений фокусируется на контроле качества и затрат, составлении графиков и фактических повседневных операциях по управлению заводом или сервисным центром.
- Совершенствование производства и операций .Заключительный этап управления операциями направлен на разработку более эффективных методов производства товаров или услуг фирмы.
 На этом этапе менеджеры решают, где, когда и как будет происходить производство. Они определяют местонахождение сайтов и получают необходимые ресурсы.
На этом этапе менеджеры решают, где, когда и как будет происходить производство. Они определяют местонахождение сайтов и получают необходимые ресурсы.Все три решения принимаются и могут быть приняты одновременно. В следующих разделах мы более подробно рассмотрим решения и соображения, с которыми сталкиваются фирмы на каждом этапе производства и управления операциями.
Подготовка к работе: планирование производства
Важной частью управления операциями является планирование производства. Планирование производства позволяет фирме учитывать конкурентную среду и собственные стратегические цели, чтобы найти наилучшие методы производства.Хорошее планирование производства должно уравновешивать цели, которые могут противоречить друг другу, такие как предоставление высококачественных услуг при сохранении низких эксплуатационных расходов или поддержание высокой прибыли при поддержании адекватных запасов готовой продукции. Иногда достичь всех этих целей сложно.
Планирование производства позволяет фирме учитывать конкурентную среду и собственные стратегические цели, чтобы найти наилучшие методы производства.Хорошее планирование производства должно уравновешивать цели, которые могут противоречить друг другу, такие как предоставление высококачественных услуг при сохранении низких эксплуатационных расходов или поддержание высокой прибыли при поддержании адекватных запасов готовой продукции. Иногда достичь всех этих целей сложно.
От своего легендарного создания в послевоенной Италии до увековечения на большом экране в таких фильмах, как Roman Holiday и Quadrophenia , скутер Vespa известен своей романтикой, бунтарством и стилем.Изготовленные итальянской группой Piaggio, стройные шасси Vespa из нержавеющей стали и дизайн в духе авиации можно увидеть повсюду в Европе и все чаще в Соединенных Штатах. В настоящее время Piaggio Group управляет заводами в Италии, Вьетнаме, Индии и Китае.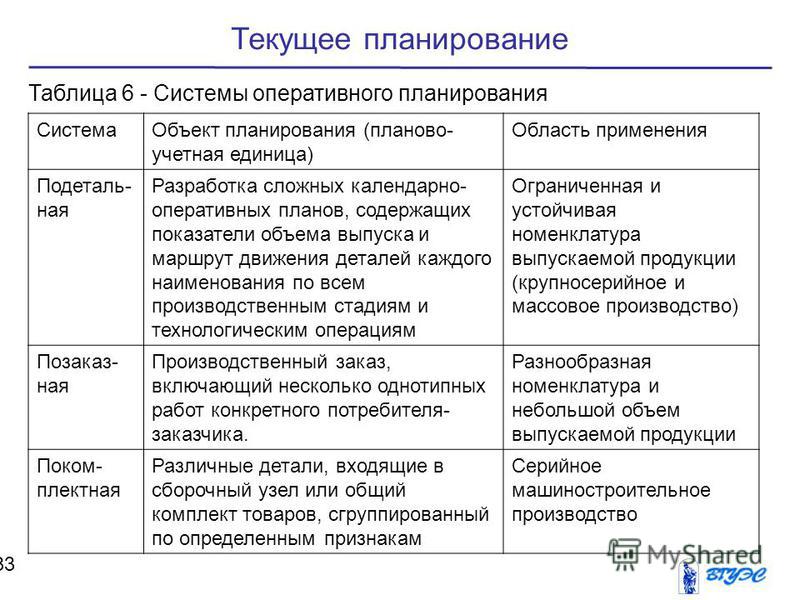 Какие важные решения по планированию производства необходимо принять компании Piaggio, рассматривая возможность выхода на другие зарубежные рынки? (Источник: Стив Уоткинс / Flickr / Attribution-2.0 Generic (CC BY2.0))
Какие важные решения по планированию производства необходимо принять компании Piaggio, рассматривая возможность выхода на другие зарубежные рынки? (Источник: Стив Уоткинс / Flickr / Attribution-2.0 Generic (CC BY2.0))
Планирование производства включает три этапа.Долгосрочное планирование рассчитано на от трех до пяти лет. Он фокусируется на том, какие товары производить, сколько производить и где их следует производить. Решения среднесрочного планирования охватывают около двух лет. Они касаются расположения завода или обслуживающего персонала, где и как получить ресурсы, необходимые для производства, а также вопросы рабочей силы. Краткосрочное планирование в течение одного года преобразует эти более широкие цели в конкретные производственные планы и стратегии управления материалами.
При планировании производства необходимо принять четыре важных решения.Они включают в себя тип производственного процесса, который будет использоваться, выбор площадки, планировку помещений и планирование ресурсов.
- Какие три типа решений необходимо принять при планировании производства?
- Какие три фазы планирования производства?
Сводка результатов обучения
- Почему управление производством и операциями важно как для производственных, так и для обслуживающих компаний?
В 1980-х годах многие американские производители потеряли клиентов из-за иностранных конкурентов, потому что их системы управления производством и операциями не поддерживали высококачественную продукцию по разумным ценам, которую требовали потребители.Сервисные организации также полагаются на эффективное управление операциями, чтобы удовлетворить потребителей. Операционные менеджеры — персонал, отвечающий за управление и надзор за преобразованием входов в выходы, — тесно сотрудничают с другими подразделениями организации, чтобы обеспечить качество, удовлетворенность клиентов и финансовый успех.
Глоссарий
- Операционный менеджмент
- Управление производственным процессом.

- производство
- Создание продуктов и услуг путем превращения вводимых ресурсов, таких как природные ресурсы, сырье, человеческие ресурсы и капитал, в результаты, которые являются продуктами и услугами.
- планирование производства
- Аспект управления операциями, при котором фирма рассматривает конкурентную среду и свои собственные стратегические цели, пытаясь найти лучшие методы производства.
Что такое агрегированное планирование?
Введение
Организация может доработать свои бизнес-планы по рекомендации прогноза спроса. Когда бизнес-планы готовы, организация может выполнять обратную работу от конечной единицы продаж до необходимого сырья.Таким образом, годовые и квартальные планы разбиты на потребности в рабочей силе, сырье, оборотном капитале и т. Д. На среднесрочный период (от 6 месяцев до 18 месяцев). Этот процесс разработки производственных требований для среднего диапазона называется агрегатным планированием.
Факторы, влияющие на совокупное планирование
Агрегатное планирование — это операционная деятельность, критически важная для организации, поскольку она стремится сбалансировать долгосрочное стратегическое планирование с краткосрочным успехом производства .Следующие факторы имеют решающее значение до того, как процесс совокупного планирования может начаться;
- Требуется полная информация об имеющихся производственных мощностях и сырье.
- Твердый прогноз спроса на среднесрочный период
- Финансовое планирование, связанное с производственной стоимостью, которое включает сырье, рабочую силу, планирование запасов и т. Д.
- Политика организации в отношении управления персоналом, управления качеством и т. Д.
Для успешного агрегированного планирования требуются следующие исходные данные;
- Прогноз совокупного спроса на соответствующий период
- Оценка всех доступных средств управления планированием мощностей, таких как субподряд, аутсорсинг и т. Д.
- Существующий операционный статус персонала (количество, набор навыков и т. Д.), Уровень запасов и эффективность производства
 Д.
Д.Агрегатное планирование гарантирует, что организация может планировать уровень персонала, уровень запасов и производительность в соответствии со своей стратегической целью и задачей.
Агрегатное планирование как рабочий инструмент
Агрегатное планирование помогает достичь баланса между операционной целью, финансовой целью и общей стратегической целью организации.Он служит платформой для управления мощностью и планирования спроса.
В сценарии, когда спрос не соответствует мощности, организация может попытаться сбалансировать как ценообразование, рекламные акции, управление заказами, так и создание нового спроса.
В сценарии, когда мощность не соответствует спросу, организация может попытаться сбалансировать их с помощью различных альтернатив, таких как.
- Увольнение / наем избыточной / недостаточной избыточной / неадекватной избыточной / неадекватной рабочей силы до тех пор, пока спрос не уменьшится / не увеличится.
- Включая сверхурочные как часть планирования за счет создания дополнительных мощностей.
- Наем временной рабочей силы на определенный период или передача деятельности субподрядчику.
Важность совокупного планирования
Агрегатное планирование играет важную роль в достижении долгосрочных целей организации. Агрегатное планирование помогает:
- Достижение финансовых целей за счет снижения общих переменных затрат и повышения чистой прибыли
- Максимальное использование имеющихся производственных мощностей
- Доставляйте удовольствие клиентам, согласовывая спрос и сокращая время ожидания клиентов
- Сокращение инвестиций в складирование запасов
- Возможность достичь поставленных целей при создании счастливой и удовлетворенной рабочей силы
Стратегии совокупного планирования
Организация может выбирать из трех типов совокупных стратегий планирования.Они следующие.
- Стратегия уровней
Как следует из названия, стратегия уровней направлена на поддержание стабильной производительности и уровня рабочей силы. В этой стратегии организации требуется надежный прогнозируемый спрос на увеличение или уменьшение производства в ожидании более низкого или высокого потребительского спроса. Преимущество уровневой стратегии — устойчивая рабочая сила. Недостатком уровневой стратегии является высокая инвентаризация и увеличение количества бэк-логов.
- Стратегия погони
Как следует из названия, стратегия погони направлена на динамическое согласование спроса с производством.Преимущество стратегии погони — более низкий уровень запасов и более низкие логи. Недостатком является более низкая производительность, качество и пониженная рабочая сила.
- Гибридная стратегия
Как следует из названия, гибридная стратегия стремится балансировать между стратегией уровней и стратегией погони.

Авторство / ссылки — Об авторе (ах)
Статья написана «Прачи Джунджа» и проверена группой Management Study Guide Content Team .В состав группы MSG по содержанию входят опытные преподаватели, профессионалы и эксперты в предметной области. Мы являемся сертифицированным поставщиком образовательных услуг ISO 2001: 2015 . Чтобы узнать больше, нажмите «О нас». Использование этого материала в учебных и образовательных целях бесплатно. Укажите авторство используемого содержимого, включая ссылку (-ы) на ManagementStudyGuide.com и URL-адрес страницы содержимого.
Улучшение производственного планирования для повышения энергоэффективности
Используйте расширенное планирование и приложения для планирования ресурсов предприятия, чтобы оптимизировать производственный график и повысить прибыльность, операционную эффективность и устойчивость.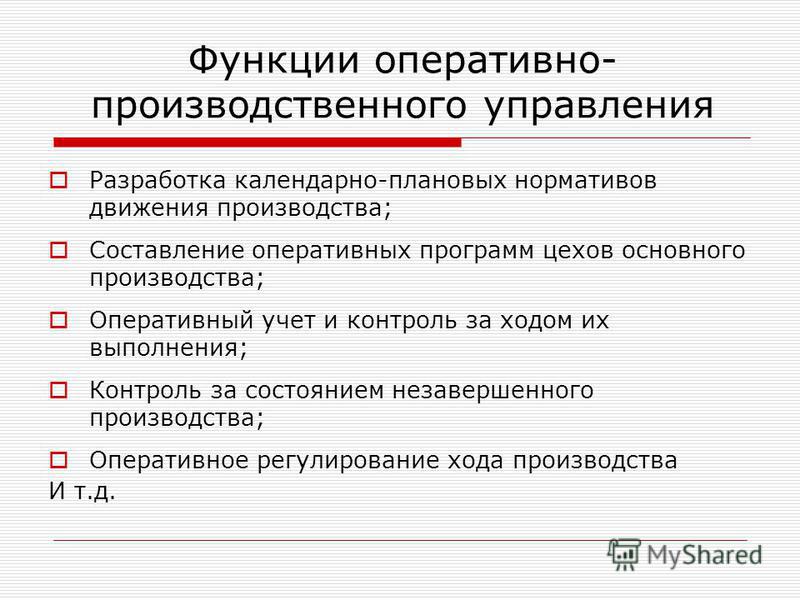
Планирование производства в первую очередь ориентировано на своевременное выполнение заказов клиентов. Однако то, как выполняются заказы клиентов, может существенно повлиять на прибыльность, операционную эффективность и устойчивость. Способ реализации производственного планирования также может помочь повысить энергоэффективность и оптимизировать использование производственного оборудования на предприятиях химической обрабатывающей промышленности (CPI).
Программное обеспечение и приложения для усовершенствованного планирования производства (APS) используют усовершенствованные математические алгоритмы и логику для выполнения оптимизации и / или моделирования для решения задач планирования.APS одновременно учитывает ряд ограничений и бизнес-правил и обеспечивает планирование, планирование и поддержку принятия решений (1) . Кроме того, он объединяет принципы и технологии интеллектуального производства, чтобы помочь составить график производства.
APS предлагает множество преимуществ при использовании в сложных производственных системах, которые обрабатывают широкий спектр продуктов и имеют значительное время переналадки и значительные колебания спроса. Более простые приложения для планирования производства могут быть достаточными для менее сложных систем, таких как дискретные производственные процессы, что устраняет необходимость выполнять трудоемкий или дорогостоящий проект, связанный с APS.
Более простые приложения для планирования производства могут быть достаточными для менее сложных систем, таких как дискретные производственные процессы, что устраняет необходимость выполнять трудоемкий или дорогостоящий проект, связанный с APS.
В этой статье описываются преимущества планирования производства, такие как повышение общей эффективности оборудования (OEE), сокращение времени переналадки и запуска, а также улучшенный анализ цепочки поставок. Также обсуждается интеграция APS с планированием ресурсов предприятия (ERP), выравниванием нагрузки и профилактическим обслуживанием. Усовершенствования планирования, предлагаемые в этой статье, основаны на нашем опыте планирования производства, оптимизации цепочки поставок и других операций по управлению операциями в компании Rohm and Haas Co.В конце статьи обсуждаются подходы этой компании к планированию производства.
Как подойти к планированию производства
Перед тем, как приступить к проекту по улучшению планирования производства, рассмотрите потенциальные выгоды, которые будут связаны со сложностью реализованного метода планирования производства. Существует три основных метода улучшения планирования производства на предприятии:
Существует три основных метода улучшения планирования производства на предприятии:
- Выполните анализ в соответствии с принципами бережливого производства и шести сигм для разработки стандартных операционных процедур (СОП) и соответствующего обучения, чтобы помочь персоналу внести изменения в расписание вручную.Преимущества этого метода включают в себя: стандартизацию, которая уменьшает вариации; выявление узких мест; более короткое время переналадки; менее сложный останов и запуск; меньшее время простоя; и более высокое качество продукции. Время и затраты на смену продукта могут быть минимизированы, что делает систему вытягивающего планирования, в которой производство начинается только после получения заказа клиента, более эффективной.
- Разрабатывайте или приобретайте несложные приложения. Доступны некоторые приложения для планирования производства, разработанные для менее сложных систем.Примеры включают модули планирования производства в системе ERP и компьютеризированной системе управления техническим обслуживанием (CMMS). Кроме того, моделирование производственного процесса может позволить улучшить надежность, доступность и ремонтопригодность.
- Разработайте или купите приложения APS. Этот вариант стоит изучить для сложных производственных систем, которые могут принести существенные выгоды.
 Кроме того, моделирование производственного процесса может позволить улучшить надежность, доступность и ремонтопригодность.
Кроме того, моделирование производственного процесса может позволить улучшить надежность, доступность и ремонтопригодность.Пакетная или непрерывная обработка. В химической промышленности существует несколько ключевых различий между календарным планированием для серийного и непрерывного производственных процессов.Непрерывные процессы работают 24 часа в сутки, семь дней в неделю, за исключением периодических простоев для обслуживания. И они часто требуют значительного времени и энергии для остановки и запуска оборудования. Однако эти процессы часто энергоемки, поэтому потенциальная экономия энергии также велика.
Отключение и запуск оборудования для периодического процесса может значительно отличаться в зависимости от процесса. Но им обычно требуется меньше времени для запуска и потребляется меньше энергии, чем у оборудования, работающего в непрерывном режиме.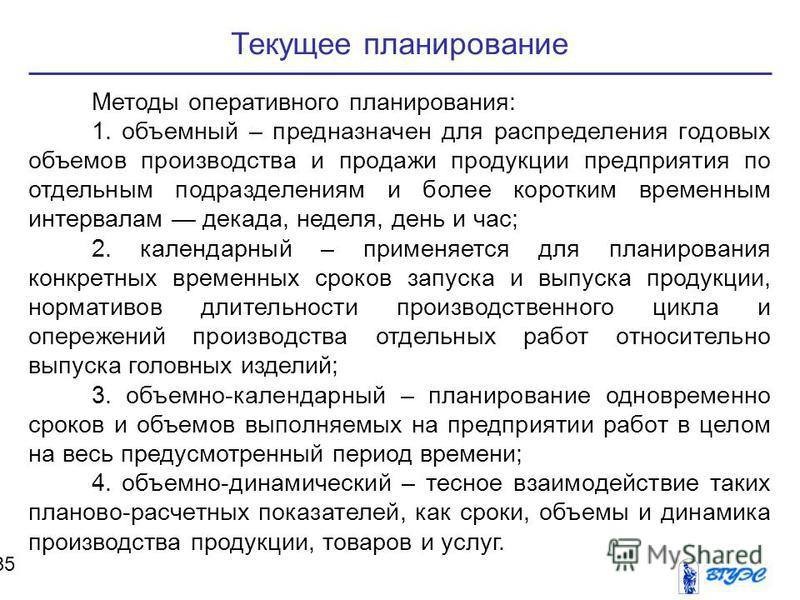
Обзор планирования ресурсов предприятия
ERP управляет основными бизнес-процессами и информацией, такой как маркетинговые данные, прогнозы продаж, заказы на закупку и данные о запасах, в режиме реального времени, чтобы помочь производству. Часто этому способствует программное обеспечение или набор интегрированных приложений. ERP может уменьшить количество случаев прерывания производственного графика из-за отсутствия продукта на складе, например, из-за колебаний спроса.
▲ Рисунок 1. Планирование производства можно интегрировать с планированием ресурсов предприятия (ERP).Эта блок-схема ERP включает множество модулей, которые постоянно обновляются. Основные модули, которые можно расширить с помощью расширенного планирования производства (APS), включают планирование потребности в материалах, прогноз продаж и заказы на продажу.
На рисунке 1 представлена типичная схема ERP (2) . Основной производственный график (MPS) представляет продукты, которые компания планирует производить, в определенных конфигурациях, количествах и сроках. Планирование потребности в материалах (MRP) использует данные спецификации, данные инвентаризации и MPS для расчета требуемых объемов материалов и создания заказов на поставку и производственных заказов на основе этих результатов.Планирование требований к мощности (CRP) использует приблизительную загрузку мощностей для расчета дат начала и окончания работы рабочего центра по заданию. CRP гарантирует, что производственный график соответствует мощности предприятия.
Планирование потребности в материалах (MRP) использует данные спецификации, данные инвентаризации и MPS для расчета требуемых объемов материалов и создания заказов на поставку и производственных заказов на основе этих результатов.Планирование требований к мощности (CRP) использует приблизительную загрузку мощностей для расчета дат начала и окончания работы рабочего центра по заданию. CRP гарантирует, что производственный график соответствует мощности предприятия.
Используя данные CRP, система ERP определяет производственный график и реализует контроль производственной деятельности (PAC), цель которого:
- выпускать производственные заказы или производственные графики
- отпускать материалы, израсходованные в производственном процессе
- пост-рабочее время, затраченное на производственный процесс
- отслеживание незавершенного производства и отчет о готовом производстве
- выполнение измерений для оценки рентабельности и производительности.
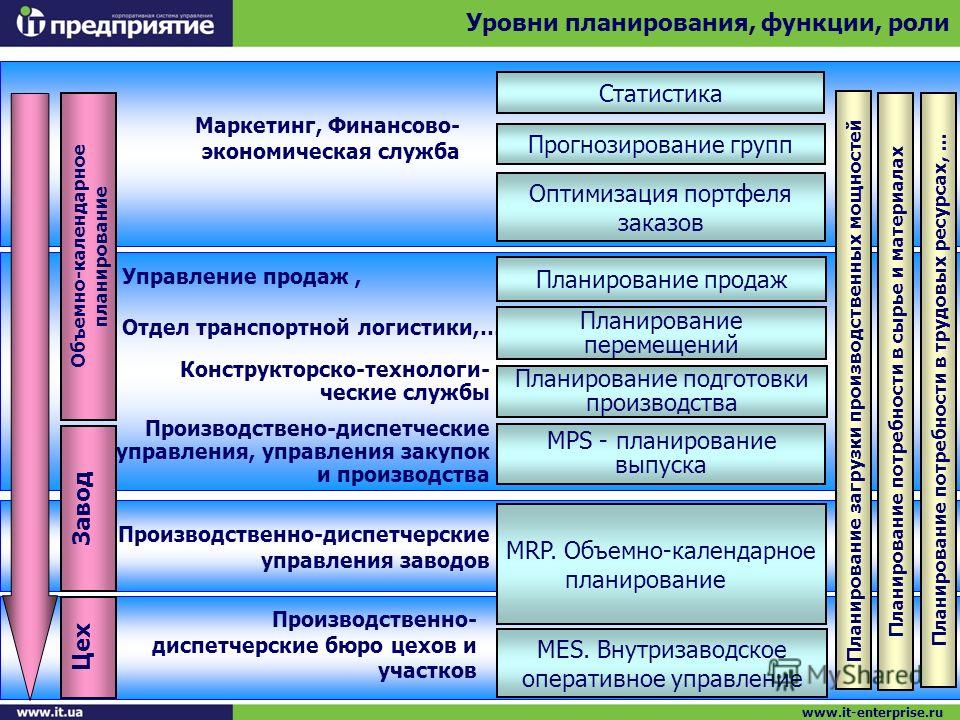
ERP также может генерировать пакеты рабочих заданий и выполнять планирование строк и обратную очистку. Дополнительные приложения, отслеживающие потребленные материалы и рабочее время, могут быть снабжены диаграммами Ганта производственного графика. Учет рабочего времени может потребоваться только для предприятий, где спрос и продукция могут иметь переменные потребности в рабочей силе.
ERP-система может помочь избежать снижения производительности и прибыльности из-за:
- плохого управления запасами, приводящего к нехватке и избытку сырья и готовой продукции
- плохого планирования материалов и мощностей, что приводит к длительному времени выполнения заказа и задержкам поставок
- плохому планирование рабочей силы приводит к неустойчивым требованиям к рабочей силе и чрезмерным сверхурочным расходам.
Многие виды экономии энергии в цепочке поставок могут быть достигнуты с помощью ERP. Например, уменьшение количества запасов, хранящихся на месте, может помочь уменьшить требуемую складскую площадь и энергию, необходимую для освещения, обогрева и охлаждения этого складского пространства.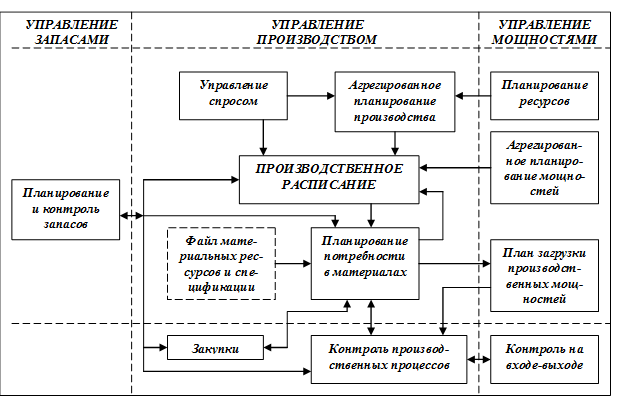 Уменьшение запасов также может уменьшить оборотный капитал и высвободить денежные средства для инвестиций в бизнес.
Уменьшение запасов также может уменьшить оборотный капитал и высвободить денежные средства для инвестиций в бизнес.
ERP может помочь оптимизировать цепочку поставок — например, путем организации мест отгрузки продукции, связанных с местонахождением клиентов, и перевозки товаров в полных грузовиках, а не частичных.Оптимизация цепочки поставок также может помочь снизить риск нехватки исходных материалов, что часто приводит к простоям. Оптимизация цепочки поставок и сокращение запасов подробнее рассматриваются далее в этой статье.
Есть возможности использовать ERP для улучшения прогнозирования продаж с использованием больших данных и аналитики, которые могут улучшить планирование спроса. Планирование производства, интегрированное с ERP, может быть подходящим, но оно не такое сложное, как APS, необходимое для многих предприятий.
Расширенное планирование производства
Преимущества развертывания APS включают:
- управление ресурсами и материалами
- управление энергопотреблением
- более высокая общая эффективность оборудования
- более эффективное управление спросом
- более высокая загрузка производственных мощностей
- более эффективное планирование технического обслуживания
- оптимальная загрузка оборудования.
APS полагается на набор технологий, реализующих интеллектуальное производство (3) . Интеллектуальное производство — это применение сетевых данных и информационных технологий, включающее передовые датчики, элементы управления, платформы и моделирование для производства (4) .
Система APS, изображенная на рисунке 2, взаимодействует с ERP. ERP предоставляет план заказа, основанный на множестве анализов, показанных на рисунке 1. Затем APS выполняет …
Все, что вам нужно знать о планировании потребности в материалах (MRP)
Планирование потребности в материалах (MRP) — это система планирования и управления запасами, производством и календарным планированием.MRP преобразует основной график производства в подробный график, чтобы вы могли закупить сырье и компоненты. Эта система, используемая в основном в производственной и производственной отраслях, представляет собой принудительный тип управления запасами, что означает, что организации используют прогнозирование для определения потребительского спроса на продукцию. Производственная или производственная компания прогнозирует количество и тип продуктов, которые они будут покупать, а также количество материалов для их производства. Затем они продвигают продукты к потребителям.Это контрастирует с вытягивающей системой, когда заказчик сначала размещает заказ. Основным недостатком системы push-уведомлений является ее уязвимость при колебаниях продаж. В этом сценарии прогнозы становятся неточными, что для производства вызывает либо нехватку запасов, либо их избыток, требующий хранения.
Запасы делятся на две категории: независимый и зависимый спрос. Независимый спрос — это потребность в готовой продукции, такой как сотовые телефоны или автомобили, тогда как зависимый спрос — это потребность в компонентах, деталях или неполных узлах (иногда называемых подсборками), таких как экраны телефонов или шины для автомобилей.Количества для вторичной потребности определяются путем определения количеств для первичной потребности. Например, если вы прогнозируете свой независимый спрос на количество полностью собранных сотовых телефонов, которые вы собираетесь продать, вы можете спрогнозировать количество материалов для зависимого спроса, таких как экраны, процессоры, аккумуляторы и антенны. Эти количества деталей зависят от количества сотовых телефонов, которые вы хотите произвести. Эта взаимосвязь между материалами и готовым продуктом отображается в ведомости материалов (BOM) и рассчитывается с помощью MRP.
Три ключевых вопроса, которые вы должны задать при планировании зависимого спроса:
- Какие компоненты нам нужны?
- Сколько нам нужно каждого компонента?
- Когда нам нужны компоненты?
В определении количества материала, необходимого для вашего продукта, MRP отличается от планирования на основе потребления (CBP). Логика MRP использует информацию, полученную либо непосредственно от клиентов, либо из прогноза продаж, вычисляя требуемый материал на основе зависимостей других материалов.CBP рассчитывает потребность в материалах только на основе исторических данных потребления. CBP не учитывает зависимости между различными материалами, поскольку предполагает, что будущее потребление будет следовать той же схеме, что и исторические данные.
MRP синхронизирует поток материалов, компонентов и деталей в системе поэтапных заказов с учетом производственного графика. Он также объединяет и отслеживает сотни переменных, в том числе:
- Заказы на закупку
- Заказы на продажу
- Дефицит материалов
- Ускоренные заказы
- Срок сдачи
- Прогнозы
- Рыночный спрос
- Материал
- Опись
- Данные
- Спецификация материалов
Для всех компаний MRP преследует несколько общих целей.Сюда входит обеспечение минимального, но достаточно высокого уровня запасов для удовлетворения потребностей клиентов, а также планирование всех действий, включая доставку, закупку и производство.
Некоторые термины будут неоднократно появляться в MRP. Некоторые из них относятся к концепции MRP, а некоторые относятся к программному обеспечению MRP. Эти условия следующие:
- Товар: В ППМ товар — это имя или кодовый номер, используемый для события, которое вы планируете.
- Код нижнего уровня: Это код нижнего уровня номенклатуры в спецификации и указывает последовательность, в которой вы прогоняете номенклатуры через ППМ. Вы используете низкоуровневый код, потому что система MRP распознает и связывает уровень, на котором элемент появляется в цепочке продуктов, и использует его для планирования надлежащего времени для удовлетворения всех требований системы.
- Размер партии: Это количество единиц, которое вы заказываете во время производства
- Время выполнения (LT): Это время, необходимое для сборки или изготовления предмета от начала до конца.Два типа времени выполнения заказа — время выполнения заказа и время выполнения заказа на изготовление. Время выполнения заказа — это время, которое проходит от начала покупки до получения покупки. Производственное время — это время, которое требуется компании для полного производства продукта от начала до конца.
- Просроченная (PD): Это время, в течение которого вы считаете заказы отстающими от графика.
- Валовые потребности (GR): Этот расчет MRP создается с помощью календарного планирования с использованием количества произведенных единиц, количества необходимого материала для каждой произведенной единицы, текущего запаса и заказанного запаса / запаса в пути.Это общий спрос на товар за определенный период времени.
- Запланированные поступления (SR): Это открытые заказы на продукты, которые компания в настоящее время имеет, но еще не выполнила.
- Прогнозируемые наличные средства (POH): Это количество запасов, которое, по вашим оценкам, будет доступно после того, как вы выполните валовые потребности. Чтобы вычислить эту сумму, вы добавляете POH из предыдущего периода времени к поступлениям плановых заказов и поступлениям плановых заказов, а затем вычитаете валовые потребности.(Текущий POH = Предыдущий POH + SR + POR — GR)
- Нетто-потребности (ЧП): Этот расчет ППМ создается посредством сводного календарного планирования с использованием валовых потребностей, запасов в наличии и других количеств. Это фактическое необходимое количество, которое должно быть произведено за определенный период времени.
- Поступления плановых заказов (POR): Количество заказов в течение периода времени, которые ожидается получить. Такое планирование заказов не позволяет запасам опускаться ниже необходимого порога.
- Деблокирование плановых заказов (PORL): Это сумма, которую вы планируете заказать за период времени. Это POR, компенсируемый временем выполнения заказа.
- Общее время выполнения: Это наибольшее количество времени, которое требуется для разработки продукта. Вы можете рассчитать его, просмотрев каждую спецификацию и выяснив, какая из них занимает больше всего времени.
- Дерево структуры продукта: Это визуальное изображение ведомости материалов, показывающее, сколько каждой детали и сколько частей необходимо для производства продукта.
- Системы Net-Change: Это системы, которые определяют только изменения между новым и старым планом.
- Основной график производства (MPS): Это график готовой продукции, который управляет процессом MRP. Количества в MPS представляют собой то, что вам нужно произвести, чтобы выполнить прогноз.
- Кусковатость: Это когда продукт / материал с низким или нулевым содержанием внезапно подскакивает. Примеры неоднородного или неравномерного спроса включают потребность в запасных частях.Запасные части нужны только в случае поломки прибора, поэтому прогнозирование потребности в запчастях может быть затруднено, поскольку спрос не является постоянным.
- Временная граница: Временная граница — это границы между различными периодами планирования ППМ. Они предлагают возможность программирования изменений, таких как правила и ограничения.
Планирование продаж и операций
Планирование продаж и операций (S&OP), иногда называемое совокупным планированием, — это процесс, при котором руководство на высшем уровне регулярно встречает и пересматривает прогнозы спроса, предложения и вытекающих из этого финансовых последствий.S&OP — это процесс принятия решений, который обеспечивает соответствие тактических планов в каждой сфере бизнеса общему видению бизнес-плана компании.
Общий результат процесса S&OP состоит в том, что создается единый операционный план, который определяет распределение ресурсов компании, включая время, деньги и сотрудников.
Преимущества планирования продаж и операций
Компании, использующие S&OP, могут дать ряд преимуществ, таких как лучшая видимость спроса и предложения на предприятии, улучшенное управление запасами, улучшенное планирование продвижения, повышенная точность прогнозирования бюджета и улучшенный процесс управления жизненным циклом продукта.
Тактическое планирование
В то время как стратегическое планирование рассматривает план компании на годы вперед, в тактических планах рассматривается бизнес-план компании на предстоящий год. Тактические планы учитывают общие стратегии компании, содержащиеся в стратегическом плане. Планирование продаж и операций направлено на то, чтобы помочь компаниям разработать и согласовать тактические планы, разрабатываемые в различных областях бизнеса. Есть два подхода, которые используются при планировании продаж и операций; планирование сверху вниз и планирование снизу вверх.
Нисходящее планирование
Планирование сверху вниз — это самый простой подход к планированию продаж и операций. В этом подходе есть единый прогноз продаж, который управляет процессом планирования. Прогноз составляется на основе комбинации продуктов и услуг, для которых требуются аналогичные ресурсы, например, количество произведенных готовых продуктов. Используя планирование сверху вниз, руководство может создавать тактические планы на основе общего прогноза и распределять ресурсы по готовым продуктам в плане.
Планирование снизу вверх
Этот подход используется компаниями, у которых нет стабильного производственного графика, а количество и тип готовой продукции могут меняться от месяца к месяцу. В этом сценарии прогноз продаж бесполезен для планирования ресурсов. Руководству необходимо рассчитать ресурсы для каждого продукта, а затем объединить ресурсы, чтобы получить общую картину потребностей в ресурсах.
Планы производства
После того, как компания проработала свои прогнозы продаж и рассчитала потребности в ресурсах, следует сгенерировать различные альтернативные производственные планы.Есть три подхода, которые используются для производственного плана: с отслеживанием уровней и смешанный.
Уровень планирования производства
План уровня добычи используется там, где стоимость изменения уровня добычи чрезвычайно высока, в то время как стоимость хранения запасов очень низка, например, в нефтяной промышленности. При использовании уровневого производственного плана производство остается постоянным, а запасы используются для компенсации разницы между прогнозом продаж и производством.
Планирование производства Chase
План производства чейза противоположен плану уровня производства. В этом производственном плане производство изменяется для каждого временного интервала плана, чтобы соответствовать прогнозу продаж для этого интервала. При таком подходе производство всегда преследует спрос, отсюда и название: «преследование производственного плана». Этот подход лучше всего использовать для компаний, которые либо не могут держать запасы. В противном случае это очень дорого, а изменение производства обходится очень мало.
Планирование смешанного производства
Смешанный производственный план включает элементы как из планов погони, так и из планов уровней, где будут различия в уровнях производства и запасов, которые дадут лучший производственный план.
Сводка
Более важно оптимизировать процессы компании, чтобы получить конкурентное преимущество. Компании, у которых есть эффективный процесс планирования продаж и операций, улучшают свою видимость на своем предприятии.Они могут улучшить управление продуктами, улучшить планирование продвижения и минимизировать ненужное накопление запасов.
Комплексное планирование и управление производством: многоцелевая модель оптимизации | Ван
Комплексное планирование и контроль производства: модель многоцелевой оптимизации Интегрированный
планирование и контроль производства:
Многоцелевая оптимизация модель
Ван Ченг, 1,2 Лю Сяо-Бин 1
1 Далянь Технологический университет, 2 Qiqihar Университет (Китай)
Поступило: март 2013
Принято: Май 201 3
Ченг, W., Сяо-Бин, Л. (2013). Интегрированный планирование и контроль производства: многоцелевая оптимизация модель. Журнал промышленной инженерии и менеджмента, 6 (4), 815-830. http://dx.doi.org/10.3926/jiem.771
———————
Аннотация:
Назначение: Производство планирование и контроль имеют решающее влияние на производство и хозяйственная деятельность предприятия. Планирование ресурсов предприятия (ERP) является самой популярной системой планирования и управления ресурсами, однако в производстве есть недостатки и недочеты планирование и контроль потому что его основным компонентом по-прежнему являются требования к материалам Планирование (MRP).За дефекты ERP системы предложено множество схем улучшения и оптимизации, и в некоторой степени улучшить осуществимость и практичность плана, но это меньше исследований учитывая оптимизацию всей системы планирования во множестве цели управления производительностью и достижение лучшего применения спектакль. Цель данной статьи — предложить модель оптимизации многоцелевого производственного планирования на основе с точки зрения интеграции производственного планирования и контроля, для достижения оптимизации и контроля над предприятием управление производством.
Дизайн / методология / подход: На анализ недостатков и недостатков системы планирования ERP, и сопутствующие исследования и литература, многоцелевое производство предлагается модель оптимизации планирования, в дополнение к чистому спросу и емкость, несколько целей управления производительностью, такие как своевременная доставка, производственный баланс, запасы, сверхурочная работа, считаются входящими в объем исследования модели, чтобы производственный процесс можно было управлять и контролировать Оптимально между несколькими целями.В валидность и практичность модели будут проверены пример в последнем часть статьи.
Выводов: В Главный вывод заключается в том, что управление производственным планированием производства предприятие учитывает не только мощности и материалы, но и разнообразие целей управления производительностью на производстве процесс, и строительство модель многоцелевой оптимизации может эффективно оптимизировать управление и контроль производства предприятия.
Практический последствия: Автор установка стоимостных параметров для всех видов производственных задач, менеджеры могут поддерживать баланс между несколькими целями, и добиться оптимального управления и контроля на производстве процесс.
Оригинальность / ценность: Этот в документе предлагается оптимизация многоцелевого планирования производства модель, которая может учитывать несколько целей управления производительностью производственного процесса, и может обеспечить эффективное планирование и контроль производственного процесса предприятия.
Ключевые слова: планирование и контроль производства, многоцелевой оптимизация, оптимизационная модель, ERP
———————
1. Введение
Планирование является основной управленческой функцией предприятий, т.е. направление и инструкции по координации и сотрудничеству общая деятельность предприятия. Только с мощным планированием функции, должны ли бизнес и производственная деятельность идти гладко с данными инструкциями.Планирование ресурсов предприятия , которое также известна как ERP, это самая популярная система управления ресурсами в настоящий момент. ERP, возникшая как расширение требований к материалам Планирование (MRP), разработанное в 1960-х годах, представляет собой систему управления и контроля. с планированием как доминирующей функцией, сталкиваясь с общими ресурсами предприятий, ставших ведущей производственной системой механизмы планирования и управления ресурсами для многих производств предприятия. Однако с десятилетиями развития менеджмента мысли и философия ERP, традиционные методы расчета MRP — это основа внедрения ERP и планирования как показано на рисунке 1 (Liu, Zhou & Liu, 2001).
Там пять уровней управления планированием ERP, включая бизнес планирование продаж и оперативное планирование, основной производственный график, планирование потребности в материалах и планирование мощностей ERP и содержание из которых варьируются от макроперспективных до микроперспективных, от тактическое к стратегическому и от грубого к подробному. Каждое планирование центрирует основное противоречие между спросом и предложением и гармония планов на каждом уровне достигается за счет отзывы.В этой системе планирования присутствовали основные недостатки являются: (1) Отсутствие общего механизма оптимизации. Оптимизация в система планирования фокусируется только на планировании на каждом уровне и гармония между планами на каждом уровне зависит от обратной связи механизм, который будет производиться вручную, а общий Предложение по оптимизации не может быть предоставлено автоматически. Это тоже наиболее критикуемая часть ERP (Jia, Liao, Wang & Shen, 2002). (2) Отсутствие связи между планированием потребности в материалах и мощностью планирование спроса, которые не рассматриваются в единой системе.Планирование потребности в материалах рассчитывается на основе неограниченного мощность и фиксированное время выполнения заказа, что не может гарантировать выполнимость результата расчетной мощности. Результат планирование потребности в материалах будет входом в потребность в мощности планирования, поэтому расчет можно проверить только пассивно, а предложения по оптимизации не будут предоставляться, а только ручная настройка может применяться при перегрузке. (3) Только материал и емкость принять во внимание, чтобы определить, разумно ли мероприятия по планированию производства, но другие показатели цели управления в производственном процессе не ставятся в объем экспертизы.В ситуации с потребностями клиентов быстро меняется и ежедневное управление производством становится все больше и усложняется, перечисленные недостатки нивелируются более заметным, и обычная модель планирования ERP не может адаптироваться меняются потребности все больше и больше.
Рисунок 1. Система планирования ERP
В с учетом вышеупомянутых проблем академические ученые сделали множество исследований в области планирования и контроля производства. Эти исследования в основном включают следующие 5 аспектов: (1) учеба в основное производственное планирование, проводятся для увеличения осуществимость, улучшения были сделаны в выборе несколько целей, модель планирования и расчеты (Jia et al., 2002; Чен, 2001; Смит, Роблес и Карденас-Баррон, 2009 г.). (2) С целью выявления недостатков методов планирования MRP были проведены исследования. осуществляется в серийном производстве и в срок (Hao & Wu, 2005; Йодльбауэр и Рейтнер, 2012; Цуй, Лю и Янь, 2003 г.) к решить проблему несоответствия между планированием потребности в материалах и планирование потребности в мощности. (3) Исследования по планированию спроса на мощность, такие как повышение работоспособности центра и сбалансированные методы (Zhuang & He, 2002), применяя различные методы расчета к оптимизировать рабочий маршрут (Хуанг, Цай, Ху, Ван и Лин, 2009; Лю, Ван, Чжоу и Рао, 2010), чтобы покрыть нехватку планирование потребности в мощности.(4) исследования в области планирования производства в основном сосредоточение внимания на модели планирования (Ван, Лю, Лин и Чжао, 2012; Пан, Liao & Xi, 2010), календарные расчеты (Wang, Zhang & Lu, 2007; Shu & Wang, 2010) и приложения в конкретных отраслях (Hao, 2008; Kopanos, Puigjaner & Georgiadis, 2010; Kopanos, Puigjaner & Georgiadis, 2011), чтобы предложить решения для проблемы организации различных ресурсов и повышения эффективности распределение так, чтобы удобство и практичность производства планирование можно улучшить.(5) Общий дизайн или оптимизация для модель планирования предприятия. Если интегрированное планирование и контроль методы адаптированы для рассмотрения планирования и контроля в единой рамки для согласования планирования и контроля (Zhang & Ван, 2008; Сяо, Чжан и Чанг, 2010 г .; Канет и Стлейн, 2010). Создайте модель оптимизации общих ресурсов предприятия для добиться общей оптимизации ресурсов предприятия (Lan, 2004 г.). В целом большинство исследований сосредоточено на недостатки и недостатки системы ERP для проведения частичного улучшение или оптимизация, которые повышают удобство использования и практичность на определенном уровне для лучшего исполнения.На в то же время исследования по оптимизации проектирования системы планирования как целые, которые достигли лучшего эффекта исполнения, относительно меньше. Ввиду сложности управления и составления расписания ресурсов предприятия, единых, зрелых и эффективные решения в планировании и управлении производством.
В перспектива комплексного планирования и контроля производства, это в документе предложена оптимизация многоцелевого планирования производства модель, где в дополнение к потребности спроса на чистую продукцию и потенциал при планировании производства, показатели производительности в производственный процесс также входит в объем экспертизы, поэтому что менеджеры могут выбирать из нескольких целей для достижения оптимизированное управление и контроль производственного процесса.
2. Оптимизационная модель многоцелевого производственного планирования
В качестве упомянутые выше , традиционные системы планирования в основном ориентированы на обслуживание клиентов уровень (поставка) для выполнения производственного планирования и контроля за цели (Witkowski, Antchak & Antchak, 2004; Kanet & Стлейн, 2010). Однако на производстве, когда отсутствуют мощности, перегруженные производственные задачи или аварии, задержка доставка может произойти, и помимо доставки, индекс производительности должен также необходимо учитывать, например, занятый уровень запасов, производство равновесие, сверхурочное производство и так далее.Эти факторы взаимосвязаны и ограничены друг с другом, что имеет большое влияние по производственному планированию предприятия.
В Модель оптимизации планирования производства, предложенная в данной статье, имеет поставили четыре цели в рамки исследования и позволили менеджеров выбирать и балансировать между несколькими целями, чтобы реализовать оптимизацию нескольких целей. Чтобы упростить проблем, модель, предложенная в этой модели, основана на следующих допущения: (1) продукты производятся с использованием одного ресурса и количество продукта может представлять емкость; (2) ведомость материалов один уровень.
2.1. Обзор модели
В Показана модель оптимизации добычи, основанная на нескольких задачах. как на рисунке 2.
Рисунок 2. Модель оптимизации производства на основе нескольких целей
В базовая логика этой модели: на основе данных прогноза и заказа, при рассмотрении правил усреднения и смещения для создания продукции планирование спроса, а затем на основе текущего инвентаря и инвентаризации безопасности, чтобы генерировать планирование спроса на чистую продукцию.Текущая мощность и измененная мощность применяются для создания планирование доступной мощности где имеется мощность, включая обычную мощность и сверхурочную работу емкость. Примите во внимание планирование спроса на чистую продукцию и наличие планирование емкости и объединенные 4 цели производительности в том числе в срок поставки, сбалансированное производство, инвентарь и сверхурочное производство для создания многоцелевого производственного планирования, планирование запасов и график сверхурочной работы. Во время этого процесса его можно выполнять многократно и через изменяя объективный коэффициент, можно получить разные результаты планирования. достигнуто.Если после нескольких корректировки, затем можно рассмотреть изменение потребностей или возможностей. Если результат удовлетворен, затем последующее планирование потребности в материалах и контроль может быть проведен.
В ключевые проблемы решает данная модель:
объяснения к источникам потребности в продукте даны вместе со средним и правила смещения между правилами прогноза и смещения.
планирование должны удовлетворить потребность в мощности, чтобы гарантировать выполнимость мощности планирование производства.
производство планирование оптимизировано несколькими целями производительности, включая своевременная доставка, сбалансированное производство, запасы, сверхурочные производство и т. д., в то время как планирование будущих запасов продукции а также планирование сверхурочного производства.
материал планирование спроса генерируется оптимизированным производственным планированием.
2.1.1. Планирование спроса на продукцию
Товар планирование спроса — это прогноз и меры для продукта потребности на рынке на определенный период времени в будущем, основные ресурсы которых составляют прогноз рынка и поступившие заказы на продукцию.Прогноз рынка, основанный на исторических данных о продажах и на будущее развитие на рынке, чтобы прийти к будущему рыночному спросу на продукт с применением определенных методов прогнозирования. По разным прогнозные периоды, прогноз продукта можно разделить на годовой, сезонный, ежемесячный прогноз и др. Для производства планирование более удобное, данные используются для прогноза продукта в целом следует сначала усреднить. Среднее — это средняя обработка осуществляется по детальным временным шкалам, в том числе ежемесячно среднее, среднее за неделю и среднее за день.
Другой важным источником спроса на продукцию являются полученные заказы, указаны будущие сроки и сумма доставки. По сравнению с рынком исследования, данные в заказах и предприятия должны доставить продуктов по данным заказов для увеличения покупательского удовлетворение.
Когда подтверждая спрос на продукцию, источники могут исходить от заказов, прогноз или и то, и другое. Если рассматривать заказы и прогноз одновременно время, тогда может быть какое-то повторение, поэтому повторяющиеся части которые могут повлиять на прогноз и порядок, удаляются.С данные, указанные в заказах, достоверны и реальны, как правило говоря, методы должны применяться с использованием приказов для компенсации прогноз. Отношения смещения между заказами и прогнозом следующие: следует:
GD я = F правила смещения (FN i , ON i )
GD и : Спрос на продукцию № i
FN i : Прогноз продукта в № i
НА и : Заказы в № i
Компенсировать Правила :
Прогноз только: учитывается только прогноз рынка, без каких-либо рассмотрение заказа клиентов, применимое к Предприятие в основном занимается массовым производством и розничным бизнесом.
Клиенты’ Только заказы: рассматривается только заказ клиента, без учета рынка. прогноз, подходящий для предприятий МТО и ВТО.
Прогноз & Клиенты Заказы без компенсации: прогноз рынка и заказы клиентов оба рассмотрены, сложены просто без смещений, что подходит для смешанных предприятий.
Прогноз & Клиенты Заказы с обратными взаимозачетами: прогноз рынка и клиентов заказы одновременно принимаются во внимание, а клиенты заказы будут компенсированы предыдущим прогнозом.Если клиенты заказ больше, чем сумма предыдущих заказов, то прогноз прежде, чем заказ может быть полностью компенсирован, и только данные заказа могут быть зарезервированным. Если заказ больше, чем часть предыдущего прогноз, то заказ может компенсировать только определенную часть данные прогноза.
Прогноз & Клиенты Заказы с положительными компенсациями: положите прогноз рынка и клиентов заказы одновременно принимаются во внимание, а клиенты заказы будут компенсированы будущим прогнозом.Если заказ клиентов больше, чем общее количество будущих заказов, то прогноз после Заказ может быть полностью смещен, и можно зарезервировать только данные заказа. Если заказ превышает часть будущего прогноза, то заказ может компенсировать только определенную часть данных прогноза.
Прогноз & Клиенты Заказы, сначала с обратными смещениями, а затем с положительными смещениями: Принимайте во внимание рыночный прогноз и заказы клиентов на в то же время и заказы клиентов будут компенсированы предыдущими прогноз.Если заказ может компенсировать предыдущие данные прогноза полностью, а затем продолжайте компенсировать данные будущего прогноза.
Прогноз & Клиенты Заказы, сначала с положительными смещениями, а затем с обратными смещениями: Принимайте во внимание рыночный прогноз и заказы клиентов на в то же время и заказы клиентов будут компенсированы будущими прогноз. Если заказ может полностью компенсировать данные будущего прогноза, затем продолжайте компенсировать предыдущие данные прогноза.
За Например, если в первые 10 дней апреля было продано 3000, и после среднесуточной суммы ежедневных продаж составляет 300.Скажите, что получил заказ клиентов на 700 человек должен быть выполнен 2 апреля, затем результаты правило смещения между прогнозом и заказами клиентов показано на Таблица 1.
Товар | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | Итого | |
Прогноз (в среднем за сутки) | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 3000 | |
Заказчик Заказы | 700 | 700 | ||||||||||
Прогноз Только | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 3000 | |
Заказы Только | 700 | 700 | ||||||||||
Прогноз Заказы | Нет Офсеты | 300 | 1000 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 3700 |
перевернутый Офсеты | 700 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 3100 | ||
Положительных Офсеты | 300 | 700 | 200 | 300 | 300 | 300 | 300 | 300 | 300 | 3000 | ||
перевернутый Offsets First, тогда Положительные смещения | 700 | 200 | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 3000 | ||
Положительных Offsets First, тогда Обратные смещения | 300 | 700 | 200 | 300 | 300 | 300 | 300 | 300 | 300 | 3000 | ||
Стол 1.Результаты прогноза и заявки клиентов с применением разных Правила зачета
2.1.2. Планирование спроса на чистую продукцию
Сеть планирование спроса на продукцию основано на планировании спроса на продукцию, рассмотрение будущего инвентаря и инвентаря безопасности а затем переходим к планированию чистого спроса на продукцию. Чистый спрос на продукцию планирование может быть получено по следующей формуле:
ND и = макс (GD i -GS i + SS i , 0)
ND и : Чистый спрос на продукцию в No.я
GS i : Опись № i
SS и : Страховые запасы продукции в № i (Страховые запасы в целом постоянны, но также могут быть заданы как переменные в соответствии с рынком колебания)
В Чистое планирование продукта проясняет и определяет будущий продукт требований, и является одной из важных основ для производства планирование для предприятия.
2.1.3. Планирование доступной мощности
Имеется в наличии планирование мощности — это планирование доступной мощности на основе изменения между текущей мощностью и прогнозируемой мощностью.В этом модель,. Поскольку предположительный продукт использует единственный ресурс, Планирование доступных мощностей может быть указано по количеству продукта, что является ключом этой модели. Планирование доступных мощностей включает доступная мощность как при обычной производственной ситуации, так и сверхурочное производство, а сверхурочное производство может быть выражено в по следующей формуле.
TQ и = NQ i + UQ i
TQ и : имеющаяся производственная мощность в №я
NQ и : количество продукции, которое может быть произведено при обычном производстве условия в № i
UQ i : количество продукции, которое может быть произведено сверхурочно условия в № i
Когда обычные производственные мощности позволяют, сверхурочное производство не рекомендуется из-за проблем, связанных с сверхурочными расходами, эмоции сотрудников, проблемы с качеством и т. д.
2.1.4. Многоцелевое планирование производства продукции
Товар планирование производства — это планирование выхода продукции в определенный период. в будущем при планировании производства следует учитывать не только планирование чистого спроса и доступной мощности, а также все виды целей производительности в производственном процессе всесторонне.Четыре цели, включая своевременную доставку, производственное равновесие, запасы и сверхурочное производство рассматривается в данной модели.
2.1.4.1. Доставка в срок
В Срок доставки означает доставку продукта клиентам, которые соответствуют количество и качество в требуемый срок и в срок, доставка будет повысить репутацию и удовлетворенность клиентов. Однако в реалистичных условиях, отсрочка доставки безвозвратна из-за производственные мощности, плохое оборудование, нехватка материалов и другие случайная авария или чрезвычайная ситуация.Если количество произведенной продукции не может удовлетворить чистый спрос, он должен быть восполнен в последующем производственный процесс. Цель предприятия — минимизировать задержку доставка и установив штрафную стоимость в этой модели может помочь достичь этой цели.
В количество отложенного продукта можно получить, рассчитав нетто-спрос и объем планирования производства. Где Q i — производство плановое количество в № I и LQ i — это отложенный продукт сумма в № I, затем
| | (1) |
Где L — штраф за просроченный товар в некоторый период времени, а LC — общая сумма штрафа за просрочку доставки, тогда
| (2) |
В чтобы обеспечить своевременную доставку, чем меньше аккредитив, тем лучше и когда LC равен 0, это означает, что все товары могут быть доставлены вовремя в течение планового периода.
2.1.4.2. Равновесие производства
Производство равновесие относится к стабильности и равновесию произведенных продукции в каждый производственный период предприятий, которые могут производить производственный процесс легче контролировать и управлять, а также гарантировать Стабильность качества продукции эффективно. В данной модели производство равновесие представлено буквой S, которая представляет собой стандартное отклонение количество товара за каждый период. Чем меньше становится S, тем больше сбалансировать производство можно.В противном случае представьте более широкий колебания количества произведенной продукции.
Где S — стандартное отклонение количества продукта за каждый период, затем
(3) |
Где J — коэффициент затрат, вызванный несбалансированным производством, а JC — общая стоимость несбалансированной продукции, тогда
2.1.4.3. Занимаемая инвентаризация
Когда спрос на продукцию сильно или непостоянно, временный буферный инвентарь может возникнуть, чтобы удовлетворить потребности клиента.Буфер инвентарь можно рассматривать как предварительное вложение для удовлетворения потребности клиента, и этот инвентарь принесет определенные занятые средств, поэтому по соображениям стоимости этот инвентарь должен быть меньше, чем возможный.
Где KQ i — инвентарь в № i, затем
(5) |
Где K — стоимость запасов в единицу времени на единицу продукта, а KC — общая стоимость запасов, то
(6) |
В стоимость запасов должна быть чем меньше, тем лучше, при выполнении потребности клиентов.
2.1.4.4. Сверхурочные
Когда обычные мощности не могут эффективно удовлетворить потребности клиентов, со временем потребуется работа, связанная с дополнительными сверхурочными затратами.
Где AQ i обозначает количество продукта сверхурочной работы. производство, затем
AQ i = макс {Q i — NQ i , 0} | (7) |
Где A означает дополнительные затраты на единицу продукции в сверхурочные часы. производства, а AC — общая стоимость сверхурочных, тогда
(8) |
В следует избегать сверхурочной мощности, когда обычная мощность может соответствовать рыночный спрос.
2.2. Модель оптимизации
Основан согласно вышеупомянутому анализу, целевые показатели эффективности, включая сроки поставки, производственное равновесие, запасы и сверхурочные производство должно быть рассмотрено тщательно, в дополнение к сети спрос на продукцию и емкость. Все эти цели взаимозависимы и ограничивают друг друга, что может быть трудно достичь унификации. За Например, когда чистый спрос на продукцию сильно колеблется, выбор между инвентаризацией и сверхурочным производством необходимо обеспечить своевременная поставка продукции.Чтобы справиться с колебаниями, там есть решения, включающие увеличение инвентаря или предоставление сверхурочных производство.
К Устанавливая параметры четырех целей стоимости, эта модель конвертирует задача многокритериальной оптимизации в единую цель задача оптимизации (то есть минимальная общая стоимость), регулируя значения различных стоимостных параметров, менеджеры могут осознанно выбор ключевых целей, чтобы добиться оптимизации управление и контроль производственного процесса.Модель описана следующее.
Цель Коэффициент: TC = min (LC + JC + KC + AC)
Решение Переменная: Q i
Известен Данные: FN i , НА и , GS i , SS и , UQ и , NQ и , L, J, K, A
Ограничения:
В суточный объем производства не может превышать сумму обычного производства мощность и сверхурочные производственные мощности.
Общий количество продукции должно равняться сумме чистой потребности в продукции.
2.3. Применимый объем и решение
К При применении этой модели должны выполняться предположения, указанные в п. 2. В общем говоря, решение, предлагаемое этой моделью, более применимо для среднему и малому предприятию или филиалам, в качестве запасных частей поддержка производителей для крупного предприятия, и это решение также может применяться для планирования и контроля производства запасные части и изделия в производстве для ключа предприятия Ресурсы. Для решения этой модели наиболее часто используемое программное обеспечение, такое как SPSS или MATLAB может применяться.По поводу софта идти не надо подробнее здесь.
3. Анализ и реализация случая
3.1. Анализ случая
В Производственный спрос предприятия и производственная мощность указаны в таблице 2. Мы проанализируем, применив два разных показателя производительности и объективные управленческие комбинации.
(1) Учитывать своевременную доставку и инвентаризацию в соответствии с приоритетом
К отражать порядок приоритета, параметры расходов, в том числе L = 100, К = 1, J = 0, А = 0, готовы нести модели оптимизации, и результаты показаны в таблице 2.
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | Итого | ||
Спрос | Прогноз (после среднего) | 150 | 150 | 150 | 150 | 150 | 150 | 250 | 250 | 250 | 250 | 250 | 250 | 2400 |
Заказы (обратное Аннулирование) | 200 | 380 | 580 | |||||||||||
нетто Спрос | 150 | 100 | 200 | 150 | 150 | 150 | 120 | 380 | 250 | 250 | 250 | 250 | 2400 | |
Вместимость | Обычный Вместимость | 200 | 200 | 200 | 200 | 200 | 200 | 100 | 100 | 200 | 200 | 200 | 200 | 2200 |
сверхурочно Вместимость | 150 | 150 | 150 | 150 | 150 | 150 | 0 | 0 | 150 | 150 | 150 | 150 | 1500 | |
Всего Вместимость | 350 | 350 | 350 | 350 | 350 | 350 | 100 | 100 | 350 | 350 | 350 | 350 | 3700 | |
Планирование | Производство Планировка | 150 | 100 | 200 | 150 | 250 | 350 | 100 | 100 | 250 | 250 | 250 | 250 | 2400 |
Инвентарь Планировка | 100 | 300 | 280 | 680 | ||||||||||
Сверхурочные Планировка | 50 | 150 | 50 | 50 | 50 | 50 | 400 | |||||||
С задержкой Планирование доставки |
Стол 2.Оптимизация процесса своевременной доставки и продукта Опись
В качестве Как показано в Таблице 2, все продукты могут быть доставлены вовремя без задержки. Общее количество товарных запасов составляет 680 штук, разделенных на часовые пояса № 5, 6 и 7. По результатам инвентаризации товар чистый спрос превышает производственные мощности (включая сверхурочные мощности) в часовом поясе № 8, поэтому предприятие должно производить в заранее, чтобы убедиться, что товар доставлен вовремя в часовом поясе № 8. Общее количество сверхурочной продукции предприятия составляет 400, распределены в 6 часовых поясах, из которых нет.5, 6, 9, 10, 11 и 12.
(2) Учитывайте своевременную доставку, сверхурочные расходы и инвентарь в соответствии с в приоритет
Набор параметры, где L = 10000 、 A = 100, J = 0, K = 1, выполнить модель оптимизации и получите результаты, показанные в Таблице 3.
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | Итого | ||
Спрос | Прогноз (после в среднем) | 150 | 150 | 150 | 150 | 150 | 150 | 250 | 250 | 250 | 250 | 250 | 250 | 2400 |
Заказы (обратное Аннулирование) | 200 | 380 | 580 | |||||||||||
нетто Спрос | 150 | 100 | 200 | 150 | 150 | 150 | 120 | 380 | 250 | 250 | 250 | 250 | 2400 | |
Вместимость | Обычный Вместимость | 200 | 200 | 200 | 200 | 200 | 200 | 100 | 100 | 200 | 200 | 200 | 200 | 2200 |
сверхурочно Вместимость | 150 | 150 | 150 | 150 | 150 | 150 | 0 | 0 | 150 | 150 | 150 | 150 | 1500 | |
Всего Вместимость | 350 | 350 | 350 | 350 | 350 | 350 | 100 | 100 | 350 | 350 | 350 | 350 | 3700 | |
Планирование | Производство Планировка | 200 | 200 | 200 | 200 | 200 | 200 | 100 | 100 | 250 | 250 | 250 | 250 | 2400 |
Инвентарь Планировка | 50 | 150 | 150 | 200 | 250 | 300 | 280 | 1380 | ||||||
Сверхурочные Планировка | 50 | 50 | 50 | 50 | 200 | |||||||||
С задержкой Планирование доставки |
Стол 3.Процесс оптимизации с учетом своевременной доставки, сверхурочных расходов и инв.
Из Из таблицы 3 видно, что вся продукция будет доставлена вовремя и никакой задержки не произойдет. Общее количество сверхурочной продукции составляет 200, распределены по часовым поясам нет. С 9 по 12, потому что это обычный мощность не может удовлетворить чистый спрос на продукцию, и сверхурочные производство необходимо. По сравнению с таблицей 2 сверхурочная доходность падает с 400 до 200, но его инвентарь увеличивается до 1380, что составляет намного больше, чем запасы из 680, перечисленные в Таблице 2.
В та же причина для другой объективной комбинации, и нет необходимости подробности здесь. С помощью приведенного выше анализа можно найти что каждая цель, влияющая на производственный процесс, часто ограничивает друг друга, и руководители предприятия могут сосредоточиться на различные цели управления путем установки соответствующих параметров и стоимостные параметры, безусловно, можно определить по реальную ситуацию и решения можно принять, поставив все цели вместе.
3.2. Реализация
Основан по указанной модели мы разрабатываем многоцелевое производство система планирования и оптимизации, применяемая в компании производство специальных согласующих деталей для жидкокристаллических дисплеев. Этот компания производит и поставляет одинаковые запчасти для многих ЖК-дисплеев. производители и планирование производства находятся под влиянием добывающих производителей, и по этой причине производство относительно широкие колебания. Когда предприятие производит продукцию планирования, строгие требования должны соблюдаться производителей, учитывая некоторые другие цели управления сам.В ходе полевых исследований было установлено, что инвентарь этой компании оставалась высокой из-за значительного колебания курса спрос на продукцию и сверхурочное производство, а заказ уровень выполнения был около 85%. Пока больше всего платит предприятие внимание к ключевым задачам, в том числе срокам доставки продукции, инвентаризация продукции и сверхурочное производство (согласно приоритет). В соответствии с реальной ситуацией оптимизация программное обеспечение, которое мы разработали, применялось при планировании производства и процесс управления, который решает несколько задач управления в прогресс производства лучше, а эффекты применения такие же показано в таблице 4.
Производство
Планирование | Приложение Эффект системы оптимизации |
Производство Управление спросом | Делать Планирование спроса на нетто-продукт быстро по среднему и правила зачета |
Марка Планирование производства | Набор Объективный коэффициент и оптимизация производственного планирования автоматически |
Наличие планирования мощности | Положить мощность во внимание при планировании производства и производственная мощность полностью осуществима. |
вовремя Доставка | Во время скорость доставки достигает более 95%, что на 10% выше, чем перед. |
Опись | Инвентарь падает в среднем на 11%. |
Сверхурочные Производство | Через некоторое время работа была сокращена до определенного уровня. |
Стол 4. Эффекты приложений
4. Выводы
В качестве самая важная функция, планирование и контроль производства решающее влияние на бесперебойное развитие производства и бизнеса деятельность и контроль затрат предприятия. Эта статья вкратце анализирует конструкцию и недостатки системы ERP и предлагает модель оптимизации, основанную на многоцелевом производстве планирование. Оптимизированные цели — своевременное выполнение, сбалансированное производство, запасы, сверхурочное производство и другое управление цели в процессе производства и путем установления стоимости параметры для всех видов производственных задач, чтобы поддерживать баланс между несколькими целями.Анализ случая и подробные приложения приведены в этой статье, и результаты показывают что оптимизационное решение, предложенное этой моделью, может дать решающая поддержка производственного планирования для производства промышленности и повысить технико-экономичность и эффективность производства планирование.
В Модель, построенная в этой статье, относительно проста и применяется только в производственное предприятие с единым ресурсом и единой ведомостью материал. Будущие исследования будут расширены на несколько занятых ресурсы, многоуровневая ведомость материалов и многое другое цели управления по расширению применения этой модели.
Благодарность
Этот исследовательская работа спонсировалась молодежной академической магистральной поддержкой программа провинции Хэйлунцзян (1251G071), а также наука и технологический проект провинции Хэйлунцзян (GZ12D508), и молодые программа поддержки научных исследований преподавателей Цицикарского университета (2011k-z10).
Список литературы
Чен, З. (2001). Гибкое решение MPS в системе MRPⅡ. Журнал Системная инженерия , 06, 465-470.
Цуй, Н., Лю Ю. и Янь С. (2003). Улучшение времени выполнения заказа в MRP. Журнал Хуачжунского университета науки и технологий , 5, 95-97.
Хао, Г. и Ву Г. (2005). Исследование MRP динамического размера лота и время выполнения заказа на основе суточной производительности. В компьютер интегрирован производственная система , 09, 1267-1271.
Хао, Ю. (2008). Исследования по оптимизации планирования производства Методы для табачных предприятий. Научный университет Хуачжун и технологии.
Хуанг, W., Cai, L., Hu, Y., Wang, X., & Ling L., (2009). Процесс оптимизация планирования на основе генетического алгоритма и топологической сортировки алгоритм орграфа. Компьютерные интегрированные производственные системы , 9, 1770–1778.
Цзя, W., Liao, X., Wang, M., & Shen, Z. (2002). Совокупное производство Планирование с несколькими целями в неопределенной среде. систем инженерное дело , 05, 50-54.
Йодльбауэр, ЧАС., И Рейтнер, С. (2012). Планирование потребности в материалах и мощностях с динамическим ведением раз. международных Журнал производственных исследований , 50 (16), 4477-4492. http://dx.doi.org/10.1080/00207543.2011.603707
Канет, J.J., И Стлейн, М. (2010). Интеграция планирования и контроля производства: к простому модель для Capacitated ERP. Производство Планирование и контроль , 21 (3), 286-300. http://dx.doi.org/10.1080/09537280
- 3209
- Какой производственный процесс они должны использовать для изготовления Jetboard?
- Насколько большими должны быть их производственные мощности и где они должны располагаться?
- Где купить необходимые материалы?
- Какие системы потребуются для контроля производственного процесса и обеспечения качества продукции?
- Планирование производства: во время планирования производства менеджеры определяют, как будут производиться товары, где будет происходить производство и как будут располагаться производственные мощности.
- Контроль производства: после того, как производственный процесс запущен, менеджеры должны постоянно составлять график и контролировать действия, составляющие этот процесс.Они должны запрашивать отзывы и отвечать на них, а также вносить коррективы в случае необходимости. На этом этапе они также контролируют закупку сырья и управление запасами.
- Контроль качества. Операционный менеджер принимает непосредственное участие в усилиях по обеспечению того, чтобы товары производились в соответствии со спецификациями и соблюдались стандарты качества.
- Делаю ли я единственный в своем роде товар исключительно на основании технических требований заказчика или производю стандартизованные товары в больших объемах для дальнейшей продажи?
- Предлагаю ли я покупателям возможность «настроить» стандартизированный товар в соответствии с их конкретными потребностями?
- Чтобы минимизировать транспортные расходы, менеджеры часто хотят размещать заводы рядом с поставщиками, клиентами или обоими.
- Как правило, они хотят размещаться в районах с большим количеством квалифицированных рабочих.
- Они, естественно, предпочитают места, где им и их семьям будет приятно жить.
- Им нужны места, где затраты на ресурсы и другие расходы — землю, рабочую силу, строительство, коммунальные услуги и налоги — низкие.
- Они ищут места с благоприятным бизнес-климатом, в котором, например, местные органы власти могут предлагать финансовые стимулы (например, налоговые льготы), чтобы побудить их вести бизнес в своем регионе. Например, предпринимательская зона — это область, в которой используются стимулы для привлечения инвестиций от частных компаний.
- Может ли поставщик поставить необходимое количество материалов по разумной цене?
- Качество хорошее?
- Насколько надежен поставщик (будут ли материалы доставлены вовремя)?
- Имеет ли продавец хорошую репутацию?
- Легко ли работать с компанией?
- Удовлетворенность клиентов
- Вовлеченность сотрудников
- Постоянное улучшение
- Операционный менеджмент контролирует процесс преобразования ресурсов в товары и услуги.
- Во время планирования производства менеджеры определяют, как будут производиться товары, где будет происходить производство и как будут располагаться производственные мощности.
- При выборе соответствующего производственного процесса менеджеры рассматривают три основных метода:
- под заказ
- массовое производство
- массовая настройка
- При выборе места для производственных операций компании менеджеры ищут места, которые минимизируют транспортные расходы, имеют достаточный запас квалифицированных рабочих, создают благоприятные условия для рабочих и их семей, предлагают ресурсы по низкой цене и имеют благоприятный бизнес. климат.
- Обычно используемые методы управления запасами включают производство точно в срок (JIT), с помощью которого материалы прибывают как раз вовремя, чтобы войти в производственный процесс, и планирование потребности в материалах (MRP), программный инструмент для определения потребностей в материалах.
- Диаграммы Ганта и PERT — это два общих инструмента, используемых руководителями операций.
- Диаграмма Ганта помогает руководителям операций определять статус проектов. Диаграммы
- PERT отображают необходимые действия и время, а также определяют критический путь — последовательность действий, на которые потребуется наибольшее количество времени.
- Сервисные фирмы предоставляют нематериальные продукты, которые часто настраиваются для удовлетворения конкретных потребностей. В отличие от промышленных товаров, многие услуги покупаются и потребляются одновременно.
- Оценить потребности в мощности для сервисного бизнеса сложнее, чем для производителя, потому что поставщики услуг не могут хранить свои услуги для последующего использования.
Копанос, Г.М., Пучьянер, Л. И Георгиадис, М. (2010). Оптимальное производство Планирование и определение размеров партии на молочных заводах: производство йогурта Линия. Промышленное и инженерно-химические исследования , 49 (2), 710-718. http://dx.doi.org/10.1021/ie3k
Копанос, Г.М., Пучьянер, Л. И Георгиадис, М. (2011). Производство Планирование в многоступенчатых многоступенчатых полунепрерывных пищевых процессах. Промышленное И инженерно-химические исследования , 50 (10), 6316-6324. http://dx.doi.org/10.1021/ie2001617
Лан, Б. (2004). Модель оптимизации и оптимизации ресурсов предприятия. Компьютерные интегрированные производственные системы, 3, 241-250.
Лю, В., Ван, Т., Чжоу, М., и Рао, Дж. (2010). Поколение и оптимизация маршрутизации процессов на основе алгоритма муравьиных колоний. Компьютерные интегрированные производственные системы , 7, 1378-1382.
Лю, Б., Чжоу Ю. и Лю Б. (2001). MRPII Принципы и Реализация. Тяньцзинь: Тяньцзиньский университет Нажмите.
Сковорода, E., Ляо, В., И Си, Л. (2010). Интегрированная модель планирования производства на основе одного станка планирование профилактического обслуживания. г. Международный журнал передовых производственных технологий , 50 (1-4), 365-375. http://dx.doi.org/10.1007/s00170-009-2514-9
Шу, К., и Ван Д. (2010). Улучшенный генетический алгоритм частичного Гибкое планирование работы цеха. Промышленное строительство , 6, 61-65.
Смит, N.R., Роблес, J.L., & Cárdenas-Barrón L.E. (2009). Оптимально Генеральное планирование ценообразования и производства в многопериодном горизонте Учитывая ограничения емкости и инвентаря. математический Проблемы инженерии: теория, методы и приложения , 2009 г., 1-15.
Ван, К., Лю, X., Лин, Ю., и Чжао, Г. (2012). Планирование производства модель, основанная на конечной мощности дискретных производителей. Наука-технологии и менеджмент , 05, 99-102.
Ван, Д., Чжан Х. и Лу Дж. (2007). Исследование и применение APS Алгоритм, основанный на ограничении узких мест. Мехатроника , 6, 35-39.
Витковский, Т., Антчак, А., И Антчак П. (2004). Модификация нейронной модели CSANN для производства Планирование. Журнал автоматики и информатики , 36 (9-10), а44-а50. http://dx.doi.org/10.1615/JAutomatInfScien.v36.i10.50
Сяо, Ю., Чжан, Р., и Чанг, В. (2010). Модель планирования предприятия на основании ведомости изготовления. Теория системной инженерии и Практика , 2, 227-235.
Чжан, К. и Ван Дж. (2008). Исследование интегрированного производства Метод планирования и контроля клиентоориентированного производства. Журнал промышленной инженерии и инженерного менеджмента , 22 (1), 151-154.
Чжуан, Ю., И Он, Дж. (2002). Улучшенный метод планирования требований к мощности для MRPⅡ / ERP-системы. Менеджмент Наука Китая , 5, 62-68.
Управление производством и производством — Управление предприятием
Определите операционный менеджмент и обсудите роль операционного менеджера в производственной компании
Опишите решения и действия менеджера по производству по надзору за производственным процессом в производственной компании
Объясните, как создавать и использовать диаграммы PERT и Ганта
Объяснять, как производственные компании используют технологии для производства и доставки товаров эффективным и рентабельным образом
Опишите решения, принятые при планировании процесса доставки продукции в сервисной компании
Перечислите характеристики, которые отличают операции обслуживания от производственных операций и идентифицируют действия, предпринятые для управления операциями в обслуживающей организации
Объясните, как производственные и обслуживающие компании одинаково используют комплексное управление качеством и аутсорсинг для обеспечения ценности для клиентов.
Процесс разработки продукта может быть сложным и длительным.Бобу Монтгомери и другим сотрудникам его компании понадобилось шестнадцать лет, чтобы разработать доску PowerSki Jetboard, и это потребовало тысяч изменений конструкции. Однако оно того стоило: Jetboard был захватывающим персональным гидроциклом с двигателем — чем-то средним между высокопроизводительной доской для серфинга и соревновательной водной лыжой / вейкбордом, получившей широкое внимание средств массовой информации и восторженных отзывов. Он был удостоен награды, в том числе награды журнала Time «Лучшее изобретение года». Рассказы о Jetboard были опубликованы более чем в пятидесяти журналах по всему миру, а также в нескольких фильмах, более чем двадцати пяти телешоу и на YouTube.
Монтгомери и его команда в PowerSki с удовольствием принимали заслуженные поклоны за работу, которую они проделали при разработке продукта, но создание продукта было только началом для компании. Следующим шагом была разработка системы, которая позволила бы производить высококачественные доски Jetboard по разумным ценам. Прежде чем внедрить эту систему, менеджерам PowerSki пришлось ответить на несколько вопросов.
Ответы на эти и другие вопросы помогли PowerSki создать производственную систему, с помощью которой компания смогла выполнить самую важную задачу, которую она поставила перед собой: эффективное производство качественных досок Jetboard.
Как и PowerSki, каждая организация — независимо от того, производит ли она товары или предоставляет услуги — рассматривает Задание 1 как предоставление клиентам качественной продукции. Таким образом, чтобы конкурировать с другими организациями, компания должна максимально эффективно преобразовывать ресурсы (материалы, труд, деньги, информацию) в товары или услуги. Менеджер верхнего уровня, который руководит этим процессом преобразования, называется операционным менеджером. Работа по управлению операциями (OM) состоит из всех действий, связанных с преобразованием идеи продукта в готовый продукт.Кроме того, операционные менеджеры участвуют в планировании и контроле систем, производящих товары и услуги. Другими словами, операционные менеджеры управляют процессом преобразования входов в выходы.
Как и PowerSki, все производители стремятся выполнять одну и ту же основную функцию: превращать ресурсы в готовую продукцию. Чтобы выполнять эту функцию в сегодняшней деловой среде, производители должны постоянно стремиться к повышению операционной эффективности. Они должны отрегулировать свои производственные процессы, чтобы сосредоточиться на качестве, снизить затраты на материалы и рабочую силу и устранить все затраты, которые не добавляют ценности готовому продукту.Принятие решений, связанных с усилиями по достижению этих целей, — еще одна задача менеджеров по производству. Их обязанности можно сгруппировать следующим образом:
Давайте подробнее рассмотрим каждую из этих обязанностей.
Планирование производственного процесса
Решения, принятые на этапе планирования, имеют долгосрочные последствия и имеют решающее значение для успеха фирмы.Прежде чем принимать решения относительно производственного процесса, менеджеры должны рассмотреть цели, поставленные менеджерами по маркетингу. Намерена ли компания быть производителем с низкими издержками и конкурировать на основе цены? Или он планирует сосредоточиться на качестве и нацеливаться на верхний сегмент рынка? Многие решения предполагают компромиссы. Например, низкая стоимость обычно не идет рука об руку с высоким качеством. Все функции компании должны быть согласованы с общей стратегией для обеспечения успеха.
Имея в виду эти мысли, давайте рассмотрим конкретные типы решений, которые необходимо принять в процессе планирования производства.Мы разделили эти решения на те, которые касаются методов производства, выбора площадки, планировки предприятия и управления компонентами и материалами.
Решения о методах производства
Первый шаг в планировании производства — решить, какой тип производственного процесса лучше всего подходит для производства товаров, которые ваша компания намеревается производить. Приняв это решение, вы должны ответить на такие вопросы, как:
Один из способов оценить природу этого решения — сравнить три основных типа процессов или методов: изготовление на заказ, массовое производство и массовая настройка.Задача операционного менеджера — работать с другими менеджерами, особенно с маркетологами, чтобы выбрать процесс, который наилучшим образом обслуживает потребности клиентов компании.
Изготовление на заказ
Когда-то большинство потребительских товаров, таких как мебель и одежда, производились людьми, занимавшимися различными ремеслами. По самой своей природе продукты были адаптированы к потребностям покупателей, заказавших их. Этот процесс, называемый стратегией изготовления на заказ, до сих пор широко используется в таких предприятиях, как полиграфические или вывески, которые производят малотиражные и разнообразные товары в соответствии с требованиями клиентов.Этот уровень настройки часто приводит к более длительному циклу производства и доставки, чем другие подходы.
Массовое производство
К началу двадцатого века была введена новая концепция производства товаров: массовое производство (или стратегия производства на склад), практика производства больших объемов идентичных товаров по достаточно низкой цене, чтобы их можно было продавать в больших количествах. клиенты. Товары производятся с учетом будущего спроса (на основе прогнозов) и хранятся в запасах для последующей продажи.Этот подход особенно подходит для стандартизированных товаров, начиная от обработанных пищевых продуктов и заканчивая электронными приборами, и обычно приводит к более короткому циклу, чем процесс изготовления на заказ.
Массовая настройка
У массового производства есть по крайней мере один большой недостаток: клиенты, как выразился один старый рекламный слоган, не могут «добиваться своего». Они должны принимать стандартизированные продукты, когда они сходят с конвейеров. Однако все чаще покупатели ищут продукты, разработанные с учетом индивидуальных вкусов и потребностей, но все же их можно купить по разумным ценам.Чтобы удовлетворить потребности этих потребителей, многие компании обратились к подходу, называемому массовой кастомизацией, который сочетает в себе преимущества индивидуальных продуктов с преимуществами массового производства.
Этот подход требует, чтобы компания взаимодействовала с клиентом, чтобы точно выяснить, чего он хочет, а затем произвести товар, используя эффективные методы производства для снижения затрат. Один из эффективных методов — массовое производство продукта до определенной точки отсечения, а затем его адаптация для удовлетворения различных потребностей клиентов.
Одним из самых известных средств массовой настройки является компания Nike, которая добилась успеха, позволив клиентам самостоятельно настраивать свою спортивную обувь, одежду и оборудование с помощью программы Nike iD. Интернет во многом связан с ростом массовой настройки. Levi’s, например, позволяет покупателям найти пару идеально сидящих джинсов, пройдя процедуру примерки в Интернете. Oakley предлагает индивидуальные солнцезащитные очки, защитные очки, часы и рюкзаки, в то время как Mars, Inc. может изготовить M&M любого цвета по желанию клиента (например, школьных цветов), а также добавить текст и даже изображения к конфетам.
Естественно, массовая кастомизация работает не для всех видов товаров. Большинство людей не заботятся о индивидуальных моющих средствах или бумажной продукции. И хотя многим из нас нравится идея индивидуальной одежды, обуви или солнцезащитных очков, мы часто не готовы платить по более высокой цене, которую они запрашивают.
Решения об объектах
После выбора наилучшего производственного процесса операционные менеджеры должны решить, где будут изготавливаться товары, насколько велики будут производственные мощности и как они будут располагаться.
Выбор площадки
При выборе места (выборе места для бизнеса) менеджеры должны учитывать несколько факторов:
Менеджеры редко находят места, отвечающие всем этим критериям. Как правило, они определяют самые важные критерии и стремятся им удовлетворить.Например, решив обосноваться в Сан-Клементе, штат Калифорния, PowerSki смогла удовлетворить трем важным критериям: (1) близость к поставщикам фирмы, (2) наличие квалифицированных инженеров и техников и (3) благоприятные условия жизни. Эти факторы были более важными, чем работа в регионе с низкими издержками или получение финансовых стимулов от местного правительства. Поскольку PowerSki распространяет свою продукцию по всему миру, близость к клиентам также не имела значения.
Планирование мощностей
Теперь, когда вы знаете, где собираетесь размещаться, вам нужно решить, какое количество продуктов вы будете производить.Вы начинаете с прогнозирования спроса на ваш продукт, что непросто. Чтобы оценить количество единиц, которые вы, вероятно, продадите за определенный период, вам необходимо понять отрасль, в которой вы работаете, и оценить свою вероятную долю рынка, изучив отраслевые данные и проведя другие формы исследований.
После того, как вы спрогнозировали спрос на свой продукт, вы можете рассчитать потребности в мощности вашего производственного предприятия — максимальное количество товаров, которое оно может произвести в течение заданного времени при нормальных рабочих условиях.В свою очередь, рассчитав свои потребности в мощности, вы готовы определить, сколько инвестиций в завод и оборудование вам придется вложить, а также количество рабочих часов, необходимых для того, чтобы завод работал на полную мощность.
Как и прогнозирование, планирование мощностей затруднено. К сожалению, несоблюдение баланса между мощностью и прогнозируемым спросом может серьезно повлиять на вашу прибыль. Если вы установите слишком низкую мощность (и, следовательно, произведете меньше, чем нужно), вы не сможете удовлетворить спрос и потеряете продажи и клиентов.Если вы установите слишком высокую мощность (и получите больше единиц, чем нужно), вы потратите впустую ресурсы и увеличите эксплуатационные расходы.
Операционные менеджеры участвуют в повседневной деятельности по управлению материальными потоками, которая включает в себя операции по закупкам, управлению запасами и составлению графиков работ.
Закупка и выбор поставщиков
Процесс приобретения материалов и услуг для использования в производстве называется закупкой (или закупкой). Для многих продуктов стоимость материалов составляет около 50 процентов от общих производственных затрат.Неудивительно, что приобретение материалов отводит много времени и внимания операционному менеджеру. Как правило, недостатка в поставщиках, готовых поставлять материалы, нет, но фокус в том, чтобы найти лучших поставщиков. Операционные менеджеры должны учитывать такие вопросы, как:
Получение ответов на эти вопросы и правильный выбор — процесс, известный как выбор поставщика — является ключевой обязанностью управления операциями.
Электронные закупки
Технологии изменили то, как компании покупают вещи. С помощью электронных закупок компании используют Интернет для взаимодействия с поставщиками. Этот процесс аналогичен тому, который вы использовали бы для поиска потребительского товара, скажем, телевизора высокой четкости, через Интернет. Чтобы выбрать телевизор, вы можете просмотреть веб-сайты таких производителей, как Sony, затем определить цены и купить в Amazon, крупнейшем в мире интернет-магазине.
Если бы вы были менеджером по закупкам, использующим Интернет для покупки запчастей и расходных материалов, вы бы следовали в основном такому же процессу.Вы можете определить потенциальных поставщиков, перейдя непосредственно на частные веб-сайты, поддерживаемые отдельными поставщиками, или на общедоступные сайты, на которых собирается информация о многочисленных поставщиках. Вы можете делать покупки через онлайн-каталоги или участвовать в онлайн-рынке, указывая тип и количество необходимых вам материалов и позволяя поставщикам делать ставки. Наконец, так же, как вы платили за свой телевизор электронным способом, вы можете использовать систему, называемую электронным обменом данными (EDI), для обработки ваших транзакций и передачи всех ваших закупочных документов.
Интернет дает менеджерам по закупкам дополнительные преимущества, помогая им общаться с поставщиками и потенциальными поставщиками. Они могут использовать Интернет, чтобы предоставить поставщикам спецификации на запчасти и расходные материалы, побудить их участвовать в торгах на будущие потребности в материалах, предупредить их об изменениях требований и дать им инструкции по ведению дел со своими работодателями. Использование Интернета для совершения деловых покупок сокращает расходы на приобретаемые продукты и сокращает административные расходы, связанные с транзакциями.Это также быстрее для закупок и способствует лучшему общению.
Управление запасами
Если у производителя заканчиваются материалы, необходимые для производства, производство останавливается. В прошлом многие компании защищались от такой возможности, храня под рукой большие запасы материалов. В то время это казалось правильным решением, но часто возникала новая проблема — трата денег. Компании платили за запчасти и другие материалы, которые они не использовали в течение недель или даже месяцев, а тем временем они несли значительные расходы на хранение и страхование.Если компания изменит дизайн своей продукции, некоторые детали могут устареть еще до того, как будут использованы.
С тех пор большинство производителей узнали, что для сохранения конкурентоспособности им необходимо более эффективно управлять запасами. Эта задача требует, чтобы они соблюдали баланс между двумя угрозами производительности: потерей производственного времени из-за того, что у них закончились материалы, и пустой тратой денег из-за слишком большого количества запасов. Процесс достижения этого баланса называется управлением запасами, и теперь компании регулярно полагаются на различные методы управления запасами.
Производство точно в срок
Один из методов называется производством точно в срок (JIT): производитель организует доставку материалов на производственные объекты как раз вовремя, чтобы они начали производственный процесс. Детали и материалы не простаивают в течение длительного времени, а затраты на «хранение» запасов значительно снижаются. Однако JIT требует значительного взаимодействия и сотрудничества между производителем и поставщиком. Производитель должен знать, что ему нужно и когда.Поставщик должен взять на себя обязательство поставлять нужные материалы нужного качества в нужное время.
Планирование потребности в материалах
Программный инструмент, называемый планированием потребности в материалах (MRP), основан на прогнозах продаж и времени выполнения заказа на материалы для расчета количества каждой составной части, необходимой для производства, а затем определения, когда они должны быть заказаны или изготовлены. Подробный прогноз продаж превращается в основной производственный график (MPS), который затем преобразуется в прогноз необходимых деталей на основе спецификации для каждой позиции в прогнозе.Спецификация материалов — это просто список различных частей, из которых состоит конечный продукт. Роль MRP состоит в том, чтобы определять ожидаемую потребность в каждой детали на основе прогноза продаж и размещать заказы так, чтобы все поступало как раз вовремя для производства.
Графические инструменты: диаграммы Ганта и PERT
Для контроля времени выполнения всех операций менеджеры устанавливают расписания: они выбирают задания, которые будут выполняться в процессе производства, назначают задачи рабочим группам, устанавливают расписания для выполнения задач и обеспечивают доступность ресурсов, когда и где. они нужны.Есть несколько методов планирования. Мы сосредоточимся на двух наиболее распространенных — диаграммах Ганта и PERT.
Диаграммы Ганта
Диаграмма Ганта, названная в честь дизайнера Генри Ганта, представляет собой простой в использовании графический инструмент, который помогает руководителям операций определять статус проектов. Допустим, вы отвечаете за изготовление «походного медведя», предлагаемого Vermont Teddy Bear Company. Это диаграмма Ганта для получения сотни таких медведей. Как видите, это показывает, что перед тем, как одеть медведей, необходимо выполнить несколько действий: нужно подстричь, набить и сшить мех; и одежда и аксессуары должны быть изготовлены.Наша диаграмма Ганта говорит нам, что к шестому дню все аксессуары и одежда сделаны. Однако шитье и набивка (которые должны быть закончены до того, как оденутся медведи) не планируется завершить до конца восьмого дня. Как операционный менеджер, вы должны внимательно следить за ходом швейных и набивных операций, чтобы готовая продукция была готова к отправке к запланированной дате.
Диаграммы PERT
ДиаграммыГанта полезны, когда производственный процесс довольно прост и действия не взаимосвязаны.Для более сложных графиков операционные менеджеры могут использовать диаграммы PERT. PERT (что расшифровывается как Program Evaluation and Review Technique) предназначен для составления схемы действий, необходимых для производства товара, определения времени, необходимого для выполнения каждого действия в процессе, и организации действий в наиболее эффективной последовательности. Он также определяет критический путь: последовательность действий, на которые потребуется наибольшее количество времени.
Наша диаграмма PERT показывает, как связаны действия, необходимые для создания одиночного медведя.Это указывает на то, что производственный процесс начинается на станции резки. Затем мех, вырезанный для этого медведя, сначала поступает на швейную и набивочную, а затем на одевную. В то время как его мех движется по этой последовательности шагов, одежда медведя кроится и сшивается, а на его футболке вышивается. Одновременно производятся аксессуары для рюкзака и палатки. Обратите внимание, что мех, одежда и аксессуары — все это встречается на перевязочной, где медведь одет и снабжен своим рюкзаком.Наконец, готовый мишка упаковывается и отправляется на дом заказчику.
Каков был критический путь в этом процессе? Самым долгим по времени был этап, включающий нарезку, начинку, заправку, упаковку и отгрузку — последовательность шагов, занимавших шестьдесят пять минут. Если вы хотите быстрее вырастить медведя, вам нужно сэкономить время на этом пути. Даже если вы сэкономите время на каком-либо другом пути, вы все равно не закончите всю работу раньше: готовая одежда должна будет просто ждать, пока мех будет сшит, набит и доставлен в пункт перевязки.Мы можем повысить эффективность, только улучшив нашу производительность по одному или нескольким действиям на критическом пути.
Основатель и генеральный директорPowerSki Боб Монтгомери потратил шестнадцать лет на разработку Jetboard и доведение ее до производства. В какой-то момент, пытаясь разработать правильный дизайн, он сконструировал тридцать различных прототипов. Монтгомери думал, что он сможет спроектировать двигатель без помощи компьютера. Однако вскоре он понял, что невозможно уследить за всеми изменениями.
Компьютерное проектирование
Именно тогда Монтгомери обратился за помощью к компьютерным технологиям и начал использовать программный пакет автоматизированного проектирования (САПР) для проектирования не только двигателя, но и самой платы и многих ее компонентов. Программа САПР позволила Монтгомери и его команде инженеров протестировать продукт в цифровом виде и решить проблемы проектирования, прежде чем перейти к стадии прототипа.
Сложное программное обеспечение САПР позволило Монтгомери и его команде положить проектную бумагу в ящик и начать сборку платы и двигателя на экране компьютера.Вращая изображение на экране, они могли даже рассматривать дизайн со всех сторон. Используя свою программу САПР для внесения более четырехсот изменений в конструкцию, они были готовы испытать Jetboard в воде. Во время испытаний бортовые датчики передавали данные на компьютеры, что позволяло команде вносить коррективы с берега, пока прототип все еще находился в воде. В настоящее время PowerSki использует программное обеспечение для совместной работы, чтобы передавать изменения в конструкции поставщикам 340 компонентов, из которых состоит Jetboard.Фактически, большая часть проектных работ в наши дни выполняется с помощью компьютеров, которые повышают скорость и точность процесса.
Компьютерное производство
Для многих компаний следующим шагом является привязка САПР к производственному процессу. Программная система автоматизированного производства (CAM) определяет шаги, необходимые для производства компонента, и инструктирует машины, которые выполняют эту работу. Поскольку программы CAD и CAM могут «разговаривать» друг с другом, компании могут создавать компоненты, которые точно удовлетворяют требованиям, установленным компьютерной моделью.Системы CAD / CAM позволяют компаниям разрабатывать и производить товары быстрее, эффективнее и с меньшими затратами, а также помогают компаниям контролировать и улучшать качество. Технология CAD / CAM используется во многих отраслях промышленности, включая автомобильную промышленность, электронику и одежду. Если вы когда-нибудь видели, как работает 3-D принтер, вы также имеете довольно хорошее представление о том, как работает CAM.
Компьютерное интегрированное производство
За счет автоматизации и интеграции всех аспектов деятельности компании компьютерно-интегрированные производственные системы (CIM) подняли интеграцию автоматизированного проектирования и производства на более высокий уровень и фактически революционизируют производственный процесс.Системы CIM расширяют возможности CAD / CAM. Помимо приложений для проектирования и производства, они выполняют такие функции, как ввод заказов, управление запасами, складирование и отгрузка. На заводе-изготовителе система CIM контролирует функции промышленных роботов — машин с компьютерным управлением, используемых для выполнения повторяющихся задач, которые также трудны или опасны для выполнения людьми.
Что делать, если новый DVD-плеер не работает, когда вы приносите его домой? Что делать, если вы опоздали на тест, потому что вам потребовалось двадцать минут, чтобы купить гамбургер и картофель фри у проходного окна? Как и большинство людей, вы, вероятно, были бы более или менее недовольны.Как покупатель, вы всегда уверены, что, когда продукты попадают на рынок, они имеют максимально возможное качество, и вы склонны избегать брендов, которые не оправдали ваших ожиданий или заявлений производителей.
А что такое качество? Согласно Обществу качества, термин «качество» относится к «характеристикам продукта или услуги, которые влияют на их способность удовлетворять заявленные или подразумеваемые потребности». Когда вы покупаете DVD-плеер, вы ожидаете, что он будет воспроизводить DVD. Когда вы подходите к окну проезда, вы ожидаете, что вас обслужат в разумные сроки.Если ваши ожидания не оправдаются, вы сделаете вывод, что стали жертвой некачественного.
Управление качеством
Тотальное управление качеством (TQM), или обеспечение качества, включает в себя все шаги, которые компания предпринимает для обеспечения достаточно высокого качества своих товаров или услуг для удовлетворения потребностей клиентов. В общем, компания придерживается принципов TQM, фокусируясь на трех задачах:
Давайте подробнее рассмотрим эти три принципа.
Удовлетворенность клиентов
Компании, приверженные TQM, понимают, что цель бизнеса — получение прибыли за счет удовлетворения потребностей клиентов. Таким образом, они позволяют своим клиентам определять качество, определяя желаемые характеристики продукта, а затем предлагая их. Они побуждают клиентов рассказывать им, как предлагать услуги, которые работают правильно.
Вооруженные этими знаниями, они принимают меры, чтобы гарантировать, что обеспечение качества является фактором во всех аспектах их деятельности — от проектирования до планирования и контроля продукции, продаж и обслуживания.Чтобы получить обратную связь о своих успехах, многие компании регулярно используют опросы и другие методы для отслеживания удовлетворенности клиентов. Отслеживая результаты обратной связи с течением времени, они могут видеть, что им нужно улучшить.
Вовлеченность сотрудников
Успешное TQM требует, чтобы все в организации, а не только руководство верхнего уровня, взяли на себя обязательства по удовлетворению потребностей клиента. Когда клиенты слишком долго ждут у окна проезда, это ответственность нескольких сотрудников, а не только менеджера.Неисправный DVD — это не исключительная ответственность отдела контроля качества производителя; это ответственность каждого сотрудника, вовлеченного в разработку, производство и даже доставку. Чтобы вовлечь всех в процесс обеспечения качества, менеджеры должны донести до подчиненных важность качества и мотивировать их сосредоточиться на удовлетворении потребностей клиентов. Сотрудники должны быть должным образом обучены не только для выполнения своей работы, но и для выявления и устранения проблем с качеством.
Во многих компаниях сотрудники, выполняющие аналогичную работу, работают в группах, иногда называемых кружками качества, для выявления проблем, связанных с качеством, эффективностью и другими рабочими проблемами, для предложения решений и для работы с руководством над выполнением их рекомендаций.
Непрерывное совершенствование
Неотъемлемой частью TQM является постоянное совершенствование: стремление постоянно улучшать дизайн, производство и доставку товаров и услуг.
Практически всегда можно внести улучшения для повышения эффективности, снижения затрат и улучшения обслуживания клиентов и их удовлетворенности. Все в организации постоянно ищут способы улучшить ситуацию.
Статистический контроль процессов
Компании могут использовать различные инструменты для определения областей, требующих улучшения.Обычный подход в производстве называется статистическим контролем процесса. Этот метод контролирует качество продукции путем тестирования образца продукции, чтобы увидеть, производятся ли товары в процессе в соответствии с заранее определенными спецификациями. Примером статистического метода управления процессом является Six Sigma. Процесс «Шесть сигм» — это процесс, в котором 99,99966% всех возможностей для выполнения операции не содержат дефектов. Этот процент равен всего 3,4 дефекта на миллион возможностей.
Предположим на мгновение, что вы работаете на Kellogg’s, производителя хлопьев Raisin Bran.Вы знаете, что компания ставит перед собой цель упаковать две ложки изюма в каждую коробку хлопьев.
Как вы можете протестировать, чтобы определить, достигается ли эта цель? Вы можете использовать статистический метод управления процессом, называемый выборочным распределением. Периодически вы снимаете коробку с хлопьями с производственной линии и измеряете количество изюма в коробке. Затем вы записываете это количество в контрольную таблицу, предназначенную для сравнения фактического количества изюма с желаемым количеством (две мерные ложки).Если ваша диаграмма показывает, что в нескольких образцах подряд мало изюма, вы должны принять меры.
Аутсорсинг
На веб-сайтеPowerSki говорится, что «PowerSki International была основана для вывода на рынок нового гидроцикла, PowerSki Jetboard, и технологии двигателя, лежащей в его основе». Эта цель была достигнута в мае 2003 года, когда компания вышла из длительного периода проектирования. Уже получив признание за свой инновационный продукт, PowerSki был готов начать массовое производство Jetboard.На этом этапе команда менеджеров приняла стратегическое решение; Вместо того, чтобы производить Джетборды собственными силами, они выбрали аутсорсинг: внешние поставщики производили двигатели, корпуса из стеклопластика и связанные с ними детали. Сборка конечного продукта проходила на производственном предприятии, принадлежащем All American Power Sports, в Мозес-Лейк, штат Вашингтон. Это решение не означает, что компания отказалась от контроля качества; Фактически, каждый компонент, который входит в состав PowerSki Jetboard, производится в точном соответствии со спецификациями, установленными PowerSki.Одним из преимуществ передачи производственной функции на аутсорсинг является то, что команда менеджеров может, таким образом, сосредоточить свое внимание на совершенствовании дизайна своей продукции и разработке будущих продуктов.